 電子發燒友App
電子發燒友App


引言
電焊機是工業牛產和加工領域不可或缺的設備,其中逆變焊機由于具有體積小、重量輕、控制性能好、動態響應快、易于實現焊接過程的實時控制等優異性能,成為焊機產品的主流發展方向。
目的市場上大部分逆變焊機產品工作在硬開關狀態,開關損耗嚴重,開關頻率限制存幾kHz到幾十kHz上,無法完全發揮出逆變焊機小型化和便攜性的特點。另外,焊機類設備的耗電量占我國年發電總量的5‰,被列為十大高能耗產品之一。因此,將軟開關技術引入逆變焊機領域,對于減小開關損耗、提高開關頻率、減小體積重量以及節約能源等具有至關重要的作用。全橋變換器由于自身結構的特點,可以方便地工作于多種軟開關模式下,并具有功率器件電壓額定值小、變壓器利用率高、濾波電感小等優點,而且可以工作在電壓、電流兩種模式下。其中電流模式特別適合應用在高頻逆變焊機的控制上。
因此,本文設計了一種基于峰值電流控制模式的全橋移相諧振逆變弧焊電源。
1 、結構組成及功能
基于峰值電流模式的全橋移相諧振逆變弧焊電源系統的結構框圖如圖1所示。

220V交流市電經整流濾波后做為全橋逆變器的直流輸入,其輸出為脈寬可調的高頻交流電壓方波,通過高頻變壓器隔離降壓后,再經過輸出整流濾波得到滿足焊接要求的直流電源。
基于峰值電流控制的移相控制電路是整個系統設計的核心部分。所謂峰值電流控制,即逐個脈沖電流限制,就是通過實時檢測流過變壓器原邊的電流波形,由其峰值到達給定的時刻決定輸出PWM脈沖的寬度.使得主開關管的導通電流瞬態值具有相對獨立性。能夠快速地獲得焊機T作所需的理想電流特性曲線.提高其動態響應速度和可靠性。并有助于克服全橋變換器所固有的偏磁問題。外特性控制電路根據原邊電流峰值和副邊輸出電壓的反饋量與給定量的偏差判斷系統的工況,并通過移相控制電路調節輸出脈寬,實現對輸出電流的閉環控制,使逆變焊機具有理想的工作特性曲線。
圖2所示即為高頻逆變焊機所普遍采用的一種行之有效的恒流帶外拖的外特性曲線。其中Uk為空載電壓,即焊機不工作時的輸出電壓。一個較高的空載電壓有助于起弧階段快速建立起穩定的工作狀態。一般空載電壓為90V左右;AB段為起弧階段,即焊機建立工作狀態的過渡過程,近似于恒壓輸出。這個過程中變換器以最大脈寬輸出,以最快速度達到設定工作電流時該階段結束;BC段為穩定工作階段,近似為恒流過程,使焊機具有一個平穩、恒定的工作電流;CD段為外拖階段,由于焊機在頻繁的起弧和工作過程中焊槍很容易和工件短路粘連,造成焊接過程不順暢,如果此時系統檢測到一個較低的短路電壓后能夠相應地增大輸出電流值,就可以將粘連部分熔斷,從而獲得一個連續、平穩的焊接過程。

此外,本系統還包括一系列輸入過、欠壓保護、過流保護、短路保護以及給定電流和實際工作電流切換顯示等功能。
2、主電路設計
本系統所采用的全橋變換器拓撲結構如圖3所示。主電路中選用了MOSFET作為主功率開關器件,這是因為本系統的設計頻率為100 kHz,而與IGBT一般最高工作在幾十kHz相比,MOSFET的工作頻率則要高的多。另外由于MOSFET自身帶有反并聯二級管和較大的輸出電容,如圖3中D1~D4、C1~C4所示,為軟開關的實現提供了便利條件。變壓器副邊輸出整流結構有全波整流(變壓器副邊三抽頭+兩只二級管)和全橋整流(變壓器副邊兩抽頭+四只二級管)兩種結構可供選擇,前者適合于輸出低壓大電流的場合,后者適合于輸出高壓小電流場合。由于逆變焊機可看作是一個低壓大電流源.因此選用全波整流。
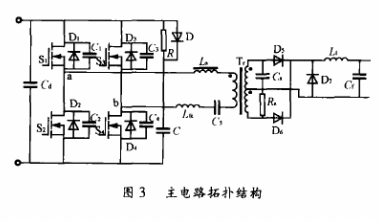
本方案選用移相的控制方式,比較適合于選用MOSFET作為主開關的拓撲結構。其工作過程大致可分為功率傳輸階段、超前臂諧振階段、環流階段、滯后臂諧振階段以及電流反向階段等幾個過程。需要強調的是,在滯后臂諧振階段,由于D5和D6同時換流將副邊短路,輸出濾波電感Lf無法協助變壓器原邊漏感Llk參與諧振過程,因此滯后臂軟開關條件不容易滿足。
與常規全橋變換器相比,本方案在電路結構上做了如下改進。
(1)在Llk的基礎上,原邊串入一個輔助諧振電感Ls。這有助于克服滯后臂諧振過程中只有Llk單獨參與諧振,導致諧振能量不足、軟開關范圍受限的缺點。但是另一方而,原邊電流反向過程中又希望原邊電感值越小越好,以增大電流變化斜率、減小占空比損失。因此輔助諧振電感的大小要權衡各種因素后合理選取,最好使用飽和電感,可以方便地動態調節。
(2)原邊串入無極性隔直電容C5。全橋變換器工作時變壓器雙向激磁,存在固有的偏磁問題。造成的原因是正負脈沖不對稱,變壓器電壓存在直流分量,使偏磁迅速積累至磁芯飽和,導致電流無限制上升,逆變失敗。加入一個無極性隔直電容,可有效防止直流偏磁。另外本系統采用峰值電流控制,逐個限制每個電流脈沖的峰值,迫使正負脈沖波形對稱。兩者配合使用可從根本上解決偏磁問題。
(3)在輸出整流部分引入一個反并聯的續流二級管D7。在環流階段,由濾波電感Lf提供的負載電流大部分可以通過D7構成回路進行續流,可以有效減小由變壓器副邊反射到原邊的續流電流,從而減小占空比損失和環流階段的導通損耗。
(4)加入吸收電路。由于輸出整流二級管反向恢復時產生一個較高的電壓過沖和高頻震蕩,容易損壞二級管并發熱嚴重。加入由Rs和Cs構成的吸收電路后,可明顯改善整流電壓波形。另外如有需要,主開關器件兩端也可并聯RCD網絡。
3、 控制電路設計
為了實現前述逆變焊機恒流帶外拖的特性曲線,本方案選用UNTRODE公司的專用集成移相芯片UC3879,并配合外圍電路,通過多環分段控制方法來完成控制要求。
UC3879是一種能進行相位調制的PWM專用集成芯片。可獨立調節兩對互補輸出脈沖的死區時間,為兩橋臂不同的諧振過程創造條件。其相位調制原理為:給定指令信號由芯片腳3(EA)端輸入,經內部誤差放大器后輸出誤差信號Ve,與由芯片腳19(RAMP)端輸入的鋸齒波進行比較,輸出脈寬可調的PWM波形,去改變兩橋臂的相位關系。
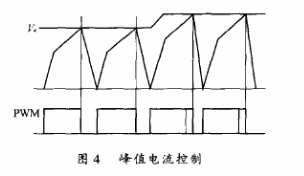
在本方案所采用的峰值電流控制模式下,腳19(RAMP)端的鋸齒波信號是從變壓器原邊的電流信號經采樣整流得到的。但由于實際上原邊電流信號波形上升斜率較緩,與給定比較時,容易因為干擾或毛刺抖動產生誤動作。因此實際應用時,先將原邊電流的采樣整流值與芯片定時電容CT上的鋸齒波相疊加,經過斜坡補償后,再送入腳19(RAMP)端進行比較控制。峰值電流控制過程如圖4所示。
外特性分段控制方法及芯片外圍邏輯電路接法如圖5所示。圖5(a)中,變壓器原邊電流通過一個自制的1:100電流互感器采樣并整流后得到is,經過采樣電阻得到合適的電壓信號并與定時電容CT上的鋸齒波相疊加,輸入到腳19(RAMP)端。腳4(CS)端用作過流保護,當此腳電壓高于2.5V時將封鎖輸出脈沖。A點接由圖5(b)產生的指定信號。圖5(b)即為焊機的外特性實現電路.包括以下三個部分。
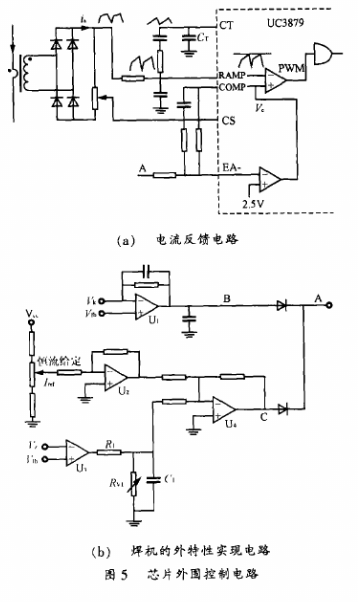
(1)恒流特性實現 理論上原邊電流峰值與副邊輸出焊接電流大小是能夠相互反映的,因此,只需給定變壓器原邊脈沖電流的峰值,讓原邊脈沖電流與給定峰值的交點來決定移相角的大小,就能實現恒流控制。圖5(b)中Iref即為電流峰值給定值。
(2)外拖特性實現 正常工作時,輸出電壓反饋值Vfb大于外拖給定值Vz,比較器U3的輸出為零,對加法器U4沒有影響,焊接電流由恒流給定值Iref決定;當焊槍與工件粘連短路時,Vfb小于VZ,比較器U3的輸出為高,相當于給增大了Iref,UC3879內部誤差放大器的輸出Ve也增大,焊接電流則隨之增大,從而實現外拖。
(3)空載電壓限制 如果僅儀對電流進行負反饋控制,那么空載時UC3879將始終以最大脈寬輸出,造成不必要的浪費且安全性降低。單獨設計一路由比較器U1構成的電壓調節器,對焊機的空載電壓進行負反饋控制,當Vfb大于空載電壓給定值Vk時,U1輸出一個較高電平封鎖C點輸出,并使UC3879輸出脈沖移相角為180°,即有效脈寬為0°,使輸出電壓減小。這樣,UC3879輸出控制信號的移相角在0°和180°之間交替變化,不僅獲得恒定的空載電壓,而且減小了空載損耗。
4 、驅動隔離設計
本方案設計頻率為100kHz,主開關管處于高頻動作狀態,要求盡可能縮短M0SFET柵源電壓的上升時間和下降時間,減小開關損耗。因此驅動電路要有較大的驅動電流,同時驅動電路到主電路的引線要盡量短,減小柵極驅動電路的阻抗。本方案所采用的高頻驅動電路如圖6所示。
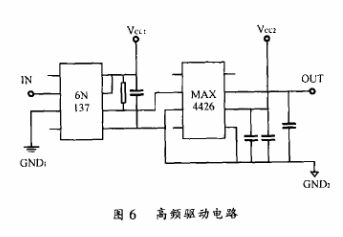
其中IN接自來于UC3879的輸出脈沖信號,CND1接控制電路地信號,GND2接被驅動MOS-FET的源極。6N137是一個高速光耦,傳輸延遲時間僅有40 ns。從控制電路來的信號經過光耦隔離后送至驅動電路,使得控制電路和驅動電路有較好的電氣隔離,消除對控制電路的十擾。MAX4426是一個專門用于M0SFET的高頻驅動芯片,其內部有兩個驅動電路,可以很容易地并聯以提供較大的輸出功率。典型上升、下降時間僅為20ns,延遲時間小大于40ns,可工作于1MHz,提供1.5A的峰值輸出電流。
5 、實驗波形
為了驗證實際效果,試制了一臺逆變弧焊電源樣機。設計容量為6kW;開關頻率100kHz;輸入220V交流電網電壓,輸入濾波電容采用4個470μF/450V的電解電容;MOSFET主開關管選用IXYS公司的IXFK48N50,其參數為48A/500V,輸出電容600pF,考慮到電流容量,采用雙管并聯方式;高頻變壓器設計容量10kW,選用EE85磁芯,變比為3,原邊漏感2.5μH;隔直電容選用一個2.2μF/500V的CBB電容;輸出整流部分選用的是外延型快恢復整流二極管DSEI一2x101一02A(IXYS公司);濾波電感lOμH,濾波電容220μF。
圖7為電流斜坡補償波形。通道3為原始電流采樣波形;通道1為用于補償的鋸齒波;通道2為補償后波形。補償后斜率明硅增加。
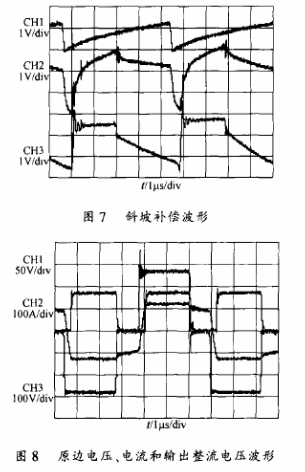
圖8所不為原邊電壓(通道3)、原邊電流(通道2)和輸出整流電壓(通道1)波形。從圖8中可清楚地看出占空比損失。
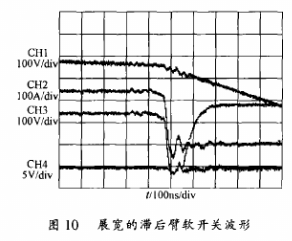
圖9為滯后臂管壓降和其驅動脈沖的波形。

其中通道l和通道2分別為原邊電流、電壓波形;通道3為滯后臂管壓降,通道4為其驅動波形。圖10是圖9的局部展寬波形。從中可以明顯地看到當滯后臂管壓降已經諧振到零后,驅動脈沖才由低變到高,使其在零電壓下導通,實現軟開關。
6、 結語
本文設計了一種基于峰值電流控制模式的全橋移相諧振逆變弧焊電源。并成功試制了一臺100kHz/6kW的高頻逆變弧焊電源樣機。實驗結果表明,用UC3879作為主控芯片并采用文中設計的外特性控制電路,可以較好地實現逆變焊機的工作特性,兩橋臂都可以在較寬范圍內實現軟開關,系統工作穩定,整機效率高。引入峰值電流控制,系統的控制性能好、動態響應更快。
責任編輯:gt










 工商網監
工商網監
評論