 電子發燒友App
電子發燒友App


噪聲指數(Noise Figure)主要測量的是組件的信噪比(Signal-to-noise Ratio, SNR)性能,信噪比是誤碼率(BER)和載波/噪聲比(C/N)等大部分數字通信參數的基礎。以往只會針對 (RF)到射頻的組件,也就是低噪聲放大器(LNA),進行噪聲指數測量,但在過去幾年,低噪聲放大器已被整合到接收器中,將信號從天線端帶到模擬或數字基帶的單元(I和Q),因此,測試射頻到基帶架構的噪聲指數已經變得越來越普遍。
測試射頻到基帶架構的噪聲指數已是射頻組件量產測試必經的步驟,為縮短測試時間和降低測試成本,必須在自動化測試設備中導入冷噪聲,或使用具任意波形發生能力噪聲源的Y系數方法來進行測試。
射頻到基帶的前端電路包含一個與混頻器串接的低噪聲放大器,混頻器可以將射頻信號降頻轉換為基帶信號,這樣的組合在今日射頻組件的大量生產(HVM)測試中,已經相當普遍。雖然測量這些組件的噪聲指數所使用的方法與到射頻組件的方法相同,但臺式測試設備與自動化測試設備,以及射頻到射頻組件與射頻到基帶組件之間的運用方式還是有些不同。
噪聲系數為噪聲指數根本
噪聲指數可測量出組件會帶入多少噪聲到系統中,在射頻到基帶的接收器中,通過噪聲指數測量,可得知降頻轉換和放大過程會加入多少的噪聲。噪聲指數與信噪比這項基本的參數有關,從最早期的音響設備到最新一代的個人通信裝置等各種電子應用中,信噪比都是極為重要的參數。 噪聲系數(Noise Factor, F)雖然較少使用,卻是噪聲指數的根本。噪聲系數是以線性的格式描述因某個組件所造成的信噪比降低程度:
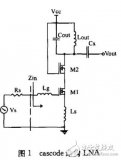
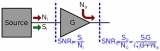
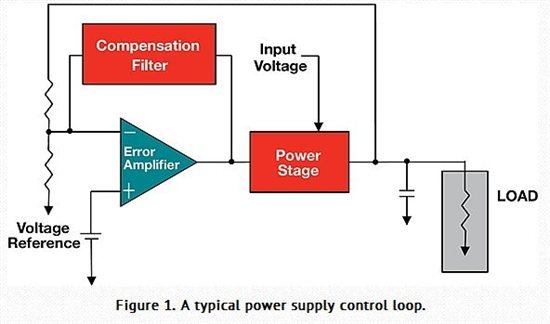
噪聲系數是在標準化的參考溫度T=T0(IEEE訂為290K,約17℃)下,將輸入端的信噪比與輸出端的信噪比相除的結果。溫度之所以成為一項條件,是因為電子電路中的噪聲主要是由組件傳導媒介中的電子熱擾動(Thermal Agitation)所造成的,又稱為熱噪聲。由圖1描繪的方程式(1)可以看出這種噪聲對組件的影響:經待測組件(DUT)放大后(增益值為G)的輸入功率位準以及待測組件的輸出端所增加的噪聲降低了信噪比。請注意,輸入信號和輸入噪聲都被待測組件放大,使得兩者在待測組件輸出端的位準都變高。然而,由于待測組件也會帶入一些噪聲,因此,輸出端的總噪聲會大幅提高。
信號通過組件后,信噪比降低
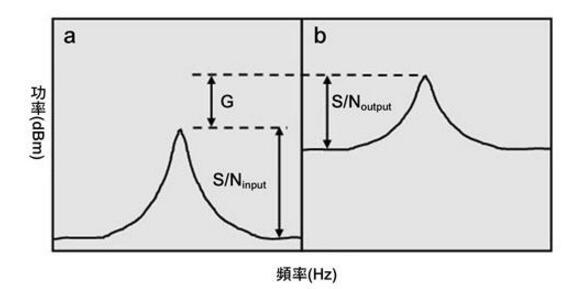
圖1 信號通過半導體組件后,信噪比降低。圖中,輸入信號(a)的峰值功率不高,且信噪比很理想,但輸出信號(b)的峰值振幅變高,同時噪聲底線也提高,導致整體的信噪比性能變差。
較常使用的術語是噪聲指數,一般以NF代表,其定義與噪聲系數有關,描述兩者關系的方程式如下:
噪聲指數測量之道
測量射頻到射頻噪聲指數的方法有好幾種,包括Y系數(Y-factor)、冷噪聲(Cold Noise)、雙倍功率(Twice-power)等,然而,就主流的射頻到基帶組件而言,只有其中兩種最常使用,分別是Y系數和冷噪聲方法,兩種方法各有其優點。
Y系數測量
測量噪聲指數的Y系數方法可能是已知最古老的方法,大部分噪聲指數量表和分析儀幕后所采用的正是這種方法。測量時,須將一個噪聲源灌到待測組件的輸入端,然后在待測組件的輸出端測量噪聲功率。如此來,即可得到噪聲功率測量的比值,也就是Y系數,再進一步算出噪聲指數。
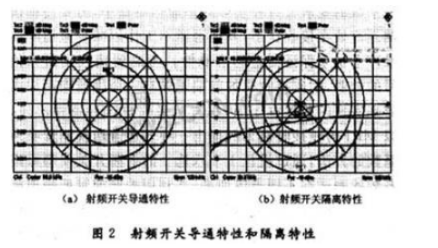
Y系數方法須將噪聲源灌到待測組件的輸入端,如圖2所示。測量時,要先將噪聲源的打開再關閉,每一次都要在待測組件的輸出端進行一次功率測量。Y系數的定義為“熱”條件與“冷”條件下所測得之噪聲功率(以瓦為單位)的比值:
“熱” 條件指的是噪聲源的電源為開啟狀態,并將噪聲加到待測組件中,就像利用信號產生器提供電壓或電源信號到待測組件的輸入端一樣。“冷”條件指的是噪聲源的電 源未開啟,但還是有連接到待測組件的輸入端。幾乎所有噪聲源的“關閉”或“冷”條件狀態的標準都提供一個50歐姆的終結負載到待測組件的輸入端。
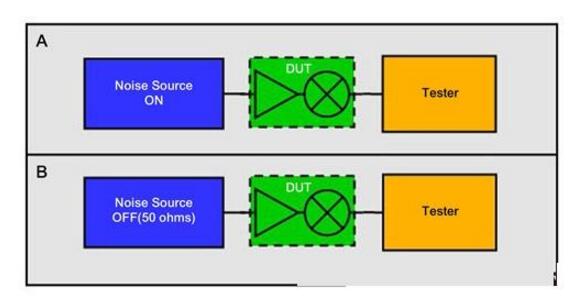
圖2 將噪聲源灌入待測組件中,并通過測試系統測量其輸出的噪聲功率。A先將噪聲源的電源打開,以提供“熱”條件的噪聲(相對于其剩余噪聲功率比)。B再將噪聲源的電源關閉,提供50歐姆的“冷”條件終結負載到待測組件的輸入端。
每個噪聲源都有其對應的參數,稱為剩余噪聲功率比(ENR)。剩余噪聲功率比是熱條件與冷條件之間的功率位準差,比較基準為標準參考溫度T0(290K)下的熱平衡(Thermal Equilibrium)噪聲功率。經過校準的二極管式噪聲源都會注明其剩余噪聲功率比值。
通過測量得到的Y系數,加上噪聲源的剩余噪聲功率比,就可以由方程式(4)計算出噪聲系數:
以及噪聲指數(以dB為單位):

測試射頻到基帶組件的噪聲指數時,Y通常會遠大于1,因此,可以省略掉“-1”,得到下列簡化過的方程式:

當使用內建噪聲二極管的自動化測試設備、具射頻任意波形發生能力的噪聲源、或測試載板上有噪聲二極管時,常使用方程式(5)和(6)來測量射頻到基帶的噪聲指數。
冷噪聲測量
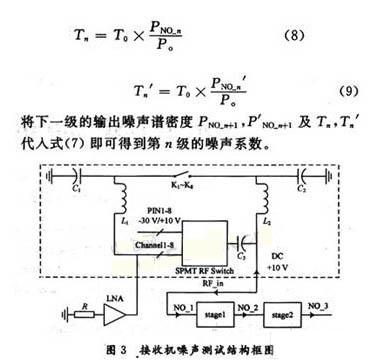
冷 噪聲(或增益)測量方法是另外一種被認為非常符合量產測試需求、適合射頻到基帶組件采用的方法。做法是將一個50歐姆的終結負載加到待測組件的輸入端,然 后測量待測組件的冷條件噪聲功率。這種方法也須要測量待測組件的增益值,其優點是,在典型的量產測試程序中,增益測試之后本來就常會接著進行這項測試,這 樣一來,只須進行一次測量(噪聲功率)即可。有了增益和噪聲功率兩數值,就可依照方程式(7)計算出噪聲系數:
或利用方程式(8)得出以dB為單位的結果:

B是進行冷條件的噪聲功率測量Pcold時所使用的帶寬,-174dBm/Hz則是在290K的溫度下所伴隨出現的熱噪聲功率,為(1.38×10-23-J/K×290K)的乘積kT,轉換為以dBm為單位的對數格式。
Y系數與冷噪聲比各有所長
Y 系數方法的優點為進行兩次功率測量,并利用兩次測量結果的比值計算出噪聲指數。由于它是以比值的方式計算,使得測量結果為相對的,因此,測量設備的絕對功 率準確度就不是那么重要。其主要的缺點是經常須要使用二極管式、固定剩余噪聲功率比的噪聲源,當須要測量非常高或非常低的噪聲指數值時,會是一大問題。問 題的成因可由方程式(5)來觀察,如果噪聲指數太大(相對于噪聲源的剩余噪聲功率比值),則所測量到的熱噪聲功率值會造成Y接近1,因此,可能會得到不同 于預期的噪聲指數。使用二極管式的噪聲源時,其剩余噪聲功率比是固定的。此剩余噪聲功率比可能適合某些組件,但不一定適合其他的組件,特別是如上所述噪聲 指數較大的組件。在某些情況下,可以使用具任意波形發生能力的噪聲源,這種噪聲源可以調整剩余噪聲功率比值,以克服上述的問題。
冷噪聲測量方法的優點是只須要進行一次功率測量,因此,可縮短測試時間。整體而言,其測量的設置和進行方式都非常簡單。
兩 種方法都會測量冷條件的噪聲功率,也就是在待測組件的輸入端提供50歐姆的終結負載下進行,個中的差異在于Y系數方法須要測量熱條件的噪聲功率。除噪聲指 數外,還可通過熱噪聲功率測量,計算出待測組件的增益值,這也是噪聲指數量表或分析儀能夠在頻域中顯示出增益和噪聲指數兩種信息的方法。
選擇適當噪聲指數測量方法
射頻到基帶組件的主要差異點在于是否有較多可用的增益狀態,這是低噪聲放大器和混頻器合起來所能提供的增益控制結果。
圖3所示的矩陣包含射頻到基帶的組件中,可能出現的四種不同增益與噪聲指數狀態的組合。
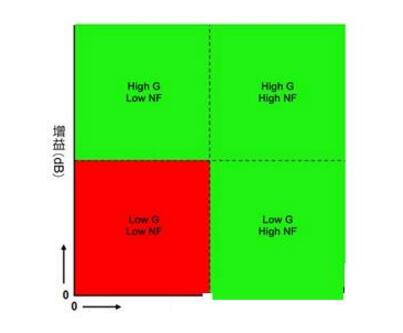
圖3 矩陣圖顯示出射頻到基帶的組件中,可能出現的四種不同增益與噪聲指數狀態的組合。
具有高增益(不論噪聲指數是高或低)的組件是最容易測量,不管是使用冷噪聲或Y系數方法的測量結果都不錯。常用的經驗法則是,增益和噪聲指數(以dB為單位)的和越高,噪聲指數就越容易測量。須要注意的是,就那些增益和噪聲指數俱高的組件而言,如果要采用Y系數方法,必須使用剩余噪聲功率比較高的噪聲源。
這兩種方法測量低增益、低噪聲指數組件的效果比較差,因為測試系統本身的噪聲相對于待測組件的噪聲會比較顯著,這點主要會影響到兩種方法中的冷噪聲測量結果。就此特殊的狀況而言,兩種方法在生產在線都不容易執行,可能須要使用前級放大器(Pre-amplifier),以降低測試系統本身的噪聲指數效應。所幸,在射頻到基帶的組件中,極少會出現這種低增益和低噪聲指數的組合。
就低增益、高噪聲指數的組件而言,唯一須要注意的也是使用Y系數方法搭配固定剩余噪聲功率比的噪聲源時,如果該剩余噪聲功率比不夠大時,會使得測量結果不夠準確,這是因為待測組件所輸出的噪聲會遠大于噪聲源所產生的噪聲,使得Y會接近1(方程式(5))。
比較不同噪聲指數測試方法
在此針對下列測量射頻到的方法,研究分析個中的差異:
? 使用噪聲二極管的Y系數測量法
? 使用具任意波形發生能力的噪聲源(剩余噪聲功率比 = 12.8dB)的Y系數測量法
? 使用具任意波形發生能力的噪聲源(剩余噪聲功率比 = 36.8dB)的Y系數測量法
? 冷噪聲測量法
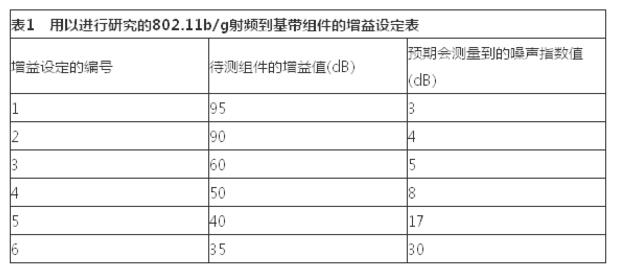
此研究是在含有雙組件測試載板的自動化測試設備環境中進行,用以執行功率測量的是一組16位的基帶數字轉換器(Digitizer),所測試的對象則是一個工作頻率為2.4GHz的802.11b/g組件。所有的測量都是在相同的頻率下進行,但待測組件的增益設定值則有所不同。所有的噪聲功率都是以2 MHz的帶寬測量得出。
噪聲二極管(HP346A)的剩余噪聲功率比為12.8dB,為保持一致起見,具任意波形發生能力的噪聲源也要設定為產生剩余噪聲功率比為12.8dB的噪聲輸出。為解決待測組件的增益設定差異很大的問題,也會須要使用剩余噪聲功率比較高的噪聲源。此時,唯有采用具任意波形發生能力的噪聲源才有辦法做到,其噪聲輸出可提高到剩余噪聲功率比為36.8dB。
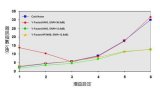
表1所列為待測組件的增益設定以及預期會測量到的噪聲指數值。通過改變低噪聲放大器的增益值(實際上是進行衰減),或是調整混頻器的放大值(因此預期會出現非線性的噪聲指數值),可讓組件經歷六種不同的增益狀態。請注意,當預期的噪聲指數值比較低時,組件的增益會比較高,而隨著增益值降低,噪聲指數也會提高,但這六種狀態都還不至于落在圖3矩陣的左下方象限中。
由圖4的結果可清楚地看出,冷噪聲方法可相當成功地追蹤出組件行為的變化,且當噪聲指數因衰減增加可能變很高時,能提供最大的彈性。
每一組增益設定下所測量到的噪聲指數值
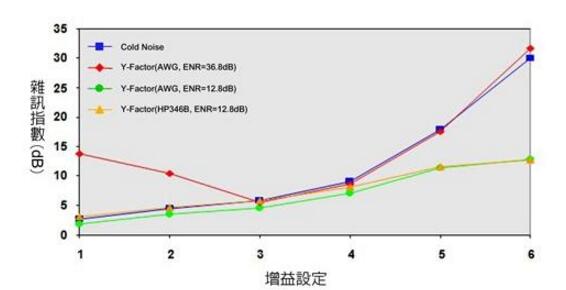
圖4 在表1訂定的每一組增益設定下所測量到的噪聲指數值。
Y系數方法就無法提供同樣的彈性。在第一組到第四組的增益設定中,顯然必須使用剩余噪聲功率比較低的噪聲源,而在增益值較低、噪聲指數較高的狀態下(第五組和第六組設定),則須要使用剩余噪聲功率比較高的噪聲源。在研發工作臺上,還可以直接更換噪聲源(如果有的話),然而,在使用噪聲二極管的自動化測試設備中,卻并不可行。此時,正是具任意波形發生能力的噪聲源其調整彈性可充分發揮之處。
此外,若將采用噪聲二極管之Y系數測量方法的性能與采用具任意波形發生能力之噪聲源的Y系數測量方法相比較,兩者確實可以相提并論,代表使用的Y系數測量方法也相當穩健。
權衡數據分析的結果可看出,就大量生產測量而言,最佳的選擇顯然為冷噪聲方法或使用具任意波形發生能力之噪聲源的Y系數方法。兩者不論在穩定一致性、彈性、測量關聯性以及測試時間上,都能提供最佳的組合。
ATE與生產線噪聲指數測量考慮
由于噪聲指數測量須要分析低位準的信號,因此,可能會出現很多的誤差來源。慶幸的是,在生產射頻到基帶組件的時候,較不須擔心這些因素。
工程人員應切記在生產在線執行噪聲指數測量時,目標不一定是要盡一切可能地測量出最準確的噪聲指數絕對值,而是要找出有意義且穩定一致的結果,能夠與研發工作臺上得到的噪聲指數測量結果有所關聯。可能導致噪聲指數測量結果不準確的因素如下所列;而參考資料2中逐一探討了每一項因素,并且詳細說明這些因素對噪聲指數測量的不準確度以及不確定度的影響。
? 噪聲功率測量的平均計算
由于噪聲功率測量的功率位準極低,因此,將功率測量的結果加以平均計算相當重要。
? 溫度的差異
在現實生活中,噪聲源的實際溫度很可能并非290K。
? 自動化測試設備的噪聲指數
如果目標是要測量出最準確的噪聲指數,就有必要取得測量噪聲功率之測試系統的噪聲指數。
? 待測組件與測試系統間的
待測組件、接觸頭、測試載板以及測試系統之間的任何不匹配,都會導致測量結果出現不確定度和誤差。
以量產時測量時間最短為評估標準
若要在自動化測試設備的環境中導入噪聲指數測量,通常必須有所取舍。舉例來說,在降低測試成本的常態趨勢下,須盡可能縮短測量的時間,但這樣的訴求卻與測量低位準信號(噪聲)的原則有所抵觸,因為測量低位準的信號免不了須要進行平均計算,如此來會增加測量的運行時間。最終目標其實是要在量產時,盡可能于最短的測量時間內,取得穩定一致、與研發測試結果的關聯準確性最高的噪聲指數值。
本文概要地介紹兩種最常用來測量射頻到基帶噪聲指數的方法,這兩種方法在量產測試上各有所長。Y系數方法源于噪聲指數量表和分析儀所采用的技術,因此,是第一個會想要使用的方法。冷噪聲方法比較符合量產環境的需求,只須進行一次噪聲功率測量即可,較能縮短測試時間。文中提供的矩陣有助于決定哪一種方法最適合待測組件的狀況使用。
實驗數據顯示,在批量生產時,測量射頻到基帶組件的最佳選擇非冷噪聲方法或使用具任意波形發生能力之噪聲源的Y系數方法莫屬。兩者不論在穩定一致性、彈性、測量關聯性、以及測試時間上,都能提供最佳的組合。












 工商網監
工商網監
評論