 電子發燒友App
電子發燒友App


超聲紅外熱成像技術具有選擇性加熱、可檢測復雜工件裂紋缺陷的優點,是一種具有很大研究價值的無損檢測方法。
據麥姆斯咨詢報道,近期,南京諾威爾光電系統有限公司和上海復合材料科技有限公司的科研團隊在《紅外技術》期刊上發表了以“超聲紅外熱成像技術國內研究現狀與進展”為主題的文章。該文章第一作者和通訊作者為江海軍,主要從事紅外無損檢測技術及圖像處理方面的研究工作。
本文介紹了超聲紅外熱成像技術原理與系統組成,并對國內的發展歷程、發展現狀進行了回顧和總結。重點針對仿真研究、復合材料損傷、疲勞裂紋、金屬構件裂紋、混凝土零件裂紋應用領域的研究現狀進行了詳細論述,最后展望了超聲紅外熱成像技術的未來發展趨勢。
超聲激勵系統裝置
超聲紅外熱成像系統一般包括超聲激勵源、紅外圖像采集系統、紅外圖像處理系統;超聲激勵源包括超聲電源、超聲換能器、超聲槍,紅外采集系統主要使用紅外熱像儀采集紅外圖像,超聲紅外熱成像系統原理如圖1所示。紅外圖像采集和超聲激勵之間需要同步,當超聲槍頭能量注入到試件表面時,紅外熱像儀開始采集圖像,采集紅外圖像包括缺陷升溫過程和降溫過程。
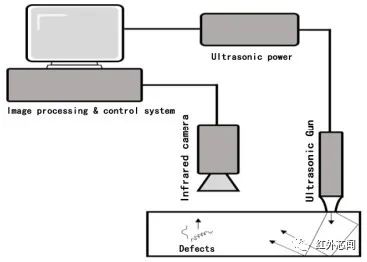
圖1 超聲紅外熱成像技術原理
超聲紅外熱成像檢測技術最早由美國弗吉尼亞大學于1979年開始研究,2000年,美國韋恩州立大學的Lawrence Dale Favro等人首先使用超聲波焊接發生器作為超聲激發源進行金屬疲勞裂紋檢測。2003年,南京大學張淑儀等采用超聲紅外熱成像技術對鋁合金板疲勞裂紋進行了檢測研究。
近年來,國內有很多團隊對超聲紅外熱成像技術進行研究,研究重點包括理論仿真、金屬裂紋檢測、疲勞裂紋檢測、航空發動機葉片裂紋檢測、復合材料沖擊損傷。北京航空航天大學研究人員主要研究復合材料脫粘/沖擊缺陷;哈爾濱工業大學研究人員主要研究金屬表面裂紋以及超聲鎖相紅外熱成像技術;陸軍裝甲兵學院研究人員主要研究仿真、超聲激勵參數(預緊力,夾具,激勵方式,激勵位置)對檢測結果的影響,并將該技術引入到裝甲設備缺陷檢測;湖南大學研究人員主要對復合材料平底孔缺陷以及沖擊損傷缺陷進行研究;火箭軍工程大學主要研究合金鋼裂紋缺陷、復雜型面裂紋缺陷、復合材料沖擊損傷;福州大學研究人員主要研究超聲激勵參數(不同方向、頻率、幅值)對金屬焊縫裂紋缺陷的影響。
西南交通大學研究人員主要研究超聲激勵對混凝土板裂紋的檢測;南京水利科學研究院研究人員主要研究激發頻率、功率、預緊力、聲波吸收能力對混凝土裂紋檢測的影響;中國南方航空工業有限公司和南京諾威爾光電系統有限公司研究人員主要研究航空發動機噴涂前和噴涂后葉片裂紋檢測;武漢理工大學研究人員主要研究復合材料的螺栓連接件裂紋缺陷和分層缺陷的檢測。超聲紅外熱成像系統的核心是預緊力單元和夾具單元,預緊力單元一般靠機械彈簧或者氣動系統產生預緊力;夾具單元需要根據檢測試件的結構進行優化設計,夾具單元采用醫用膠帶或者剛性耦合方式把超聲耦合進試件中,從而會使得各研究機構的系統裝置有所差異,圖2展示了部分研究機構的超聲紅外熱成像系統裝置。

圖2 超聲紅外熱成像系統裝置
主要應用領域
仿真研究
金國鋒對不同曲率復合材料裂紋缺陷進行仿真,仿真結果表明構件曲率越大,溫升階段斜率越大,缺陷信號越容易被激化。田干等用數值仿真方式研究了多模式超聲激勵形態,仿真結果表明多模式激勵方法對于消除駐波非常有效,同時產生更為豐富的次諧波和高次諧波,可有效提高超聲激勵紅外熱成像技術的檢測能力。徐歡等采用ANSYS和ABAOUS仿真軟件對裂紋進行三維仿真,結合模態和諧響應分析手段,可以獲取裂紋試件固有頻率,對超聲激勵頻率和裂紋生熱提供了相關理論依據。郭怡等對寬度為10 μm鈦合金裂紋進行了檢測,并采用ANSYS模擬數值分析,與試驗數據基本一致。蔣雅君采用ANSYS對混凝土板裂紋進行仿真,為混凝土裂紋檢測提供了理論依據。
復合材料損傷
復合材料具有高比強度、高比剛度、耐腐蝕、耐老化、耐熱性的優點,廣泛應用在航空航天、新能源、建筑、汽車、體育等領域。復合材料在低速沖擊下,承載能力弱、抗沖擊性能差,容易出現基體開裂、分層、斷裂等。J. Rantala、G. Busse等最早采用超聲紅外熱成像技術檢測復合材料內部缺陷。田干等采用超聲紅外熱成像技術對航空復合材料進行數值仿真研究,建立含裂紋缺陷復合材料的有限元模型。金國鋒、張煒等通過數值計算和試驗研究了超聲紅外熱成像技術對復合材料沖擊損傷檢測的適用性;吳昊等對復合材料螺栓連接件損傷檢測,分析了螺栓預緊力對螺栓孔損傷生熱特性的影響。
李胤等研究了復合材料在不同沖擊能量(24 J和29 J)的沖擊損傷情況,檢測結果與C掃進行對比,實驗結果表明超聲紅外熱成像技術具有檢測速度快、檢測精度高、結果直觀的優點。楊正偉等研究復合材料在不同沖擊能量(15 J和30 J)沖擊下,復合材料分層損傷情況,檢測結果與超聲C掃進行對比,試驗結果表明超聲C掃損傷檢測誤差在30%,超聲紅外熱成像損傷檢測誤差在5%。圖3為作者采用超聲紅外熱成像系統在不同低速沖擊能量(10~50 J)下,復合材料沖擊損傷檢測圖像,從圖中可以看出沖擊能量越大,損傷區域面積越大,且對于編織型復合材料,損傷裂紋具有延展性。
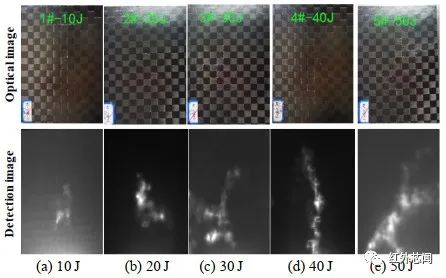
圖3 不同沖擊能量試件檢測圖像
疲勞裂紋
閔慶旭等驗證了超聲紅外熱成像技術可用于金屬疲勞裂紋的檢測;高治峰等對航空航天7075鋁合金疲勞裂紋進行檢測,模擬和試驗研究了激勵參數和生熱關系,并研究了檢測參數對檢測效果的影響;激勵源距離裂紋15 mm時,檢測效果最佳,側面激勵和正面激勵都可以檢測出7075鋁合金疲勞裂紋,但側面激勵效果好于正面激勵。郭偉等對噴涂層下基體疲勞裂紋進行檢測研究,涂層厚度為300~400 μm,該方式可用于拉-拉疲勞載荷的二次拉伸制備的疲勞裂紋。韓夢等模擬裂紋開口寬度(5~30 μm)對激勵后最高溫度影響,開口寬度增加導致裂紋面接觸降低和摩擦作用的減弱,導致開口寬度越大,最高溫度反而越低,最后通過試驗進行驗證,如圖4所示制作的寬度為20 μm疲勞裂紋以及檢測結果。
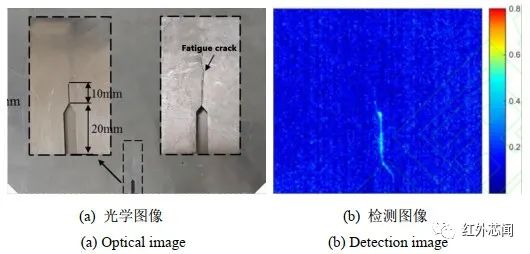
圖4 金屬疲勞裂紋檢測
金屬構件裂紋
金屬構件,特別是異形結構的金屬構件,其內部或者表面裂紋缺陷采用光激勵紅外熱成像技術檢測都難以實現檢測。Guo等檢測重型鋁制飛機結構裂紋,發現該技術對閉合裂紋的探測效果良好。李贊等對金屬構件裂紋發熱情況開展研究,研究表明當激勵于最佳位置時,裂紋發熱最高。江濤等對汽車輪轂裂紋進行了檢測,同時采用磁粉檢測技術進行對比研究,對比研究發現超聲紅外熱成像技術可以更好檢測出輪轂內部裂紋以及看出裂紋延伸方向。敬甫盛等對35 kg重量的鐵路機車鉤舌進行裂紋檢測,檢測出中部L型裂紋和角端裂紋。
馮輔周等對裝甲車底板裂紋展開研究,表明該技術能夠在3.5 s內實現對裝甲車底板裂紋快速檢測。作者采用超聲紅外熱成像系統對8 kg鍛鋼塊進行裂紋檢測,裂紋位于試件端面,如圖5所示,圖5(a)為試件整體外觀,圖5(b)為試件端面圖像,可以看出有一條無分叉的裂紋;檢測結果如圖6所示,展示了激勵前后檢測到圖像的變化,對比激勵前后圖像可知,有一條裂紋信息,并且裂紋分叉了,存在一條隱裂紋,圖6(c)中圈出部分,表明該技術可以探測到人眼看不見的裂紋信息。
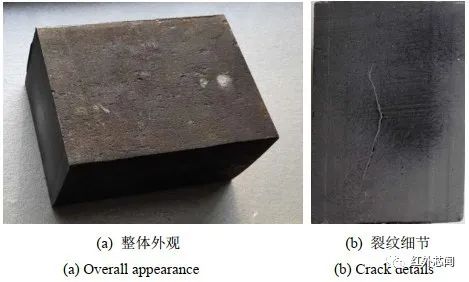
圖5 鍛鋼塊試件
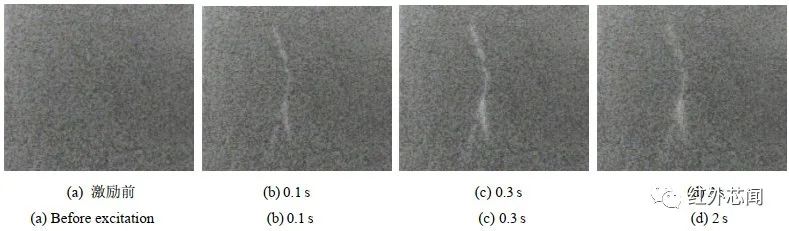
圖6 鍛鋼塊試件檢測結果
航空發動機葉片裂紋
航空發動機葉片在交變拉應力、熱腐蝕、扭轉應力、高速沖擊等復雜載荷的作用下,葉片容易生成裂紋。服役過程中,葉片裂紋在大應力作用下,小裂紋會擴展為大裂紋從而危害飛行安全。航空發動機葉片復雜,傳統無損檢測在復雜葉片時有各自的局限。借助超聲紅外熱成像對試件形狀不敏感的特點,國內外學者廣泛開展了研究工作。Bolu等采用超聲紅外熱成像技術對60個渦輪葉片進行檢測,評估該技術對葉片裂紋檢測的可靠性。寇光杰等采用ANSYS仿真模擬了合金鋼葉片裂紋生熱過程,采用激光切割預制裂紋進行檢測,并分析了預緊力對檢測效果的影響。蘇清風對導向葉片和工作葉片服役過程中產生的裂紋進行檢測,并測試預緊力對檢測結果的影響。
習小文等對航空發動機工作葉片進行研究,同時采用滲透檢測進行比對,試驗結果表明超聲激勵紅外熱成像可以檢測出裂紋寬度為0.5 μm的裂紋信息,滲透檢測無法檢出,表明該技術對微小裂紋檢測有優勢。袁雅妮等針對2塊無涂覆層和3塊帶涂覆層空腔葉片進行檢測,并用熒光檢測進行對比,結果發現熒光檢測對于涂覆層空腔葉片容易出現漏檢,表明超聲紅外熱成像技術對受到葉片結構及涂覆層影響更小,能夠檢測含涂覆層空腔葉片裂紋。圖 7為作者采用超聲紅外熱成像系統對航空發動機工作葉片進行檢測,同時采用滲透檢測進行對比,圖7(a)為工作葉片光學圖像,圖7(c)為超聲紅外熱成像檢測結果,可以看到葉片中部有一個裂紋,圖7(b)為滲透檢測結果,除了葉片中部裂紋,在葉片四周由于清洗滲透劑不干凈,導致葉片邊緣也會出現零星亮點區域。
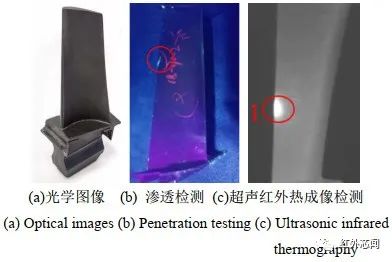
圖7 工作葉片裂紋檢測
混凝土零件裂紋
混凝土結構常見的缺陷是混凝土裂紋,裂紋嚴重削弱了混凝土結構的承載水平,加速了結構的老化程度,并嚴重影響了結構的安全性和耐久性。裂紋很難避免。一般來說,這項工作的主要目的是檢測和處理裂紋。謝春霞等基于紅外熱像檢測方法推導出了混凝土缺陷深度的定量計算公式;胡振華等以混凝土結構缺陷為檢測目標,采用超聲紅外熱成像檢測技術對其進行了檢測分析,證明了超聲紅外熱成像缺陷檢測技術對混凝土試件中肉眼不能發現的微小裂紋或隱裂紋的檢測能力。
Jia Yu等使用振動熱成像技術檢測混凝土零件中的裂縫,開發了聲激勵設備(聲波和超聲以及低功率和高功率激發設備),并研究了激發頻率,功率和預緊力對聲吸收能力的影響。Jia Yu等預制了充滿標準微裂紋的預裂混凝土標本,以量化裂紋的可檢測性,結果表明,超聲激發熱成像可以有效地檢測出寬度為0.01~0.09 mm的混凝土裂縫。任榮采用ANSYS仿真研究V形裂縫混凝土板裂紋生熱機理,并對激勵位置、激勵時間、激勵頻率等影響因素進行了模擬分析,圖8所示為混凝土裂紋檢測圖像,圈出部分為裂紋區域。
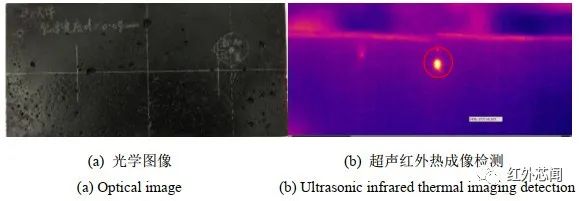
圖8 混凝土裂紋檢測
發展趨勢
超聲紅外熱成像技術在金屬材料中可識別0.5 μm寬度的裂紋,在復合材料中可識別1.0 μm的裂紋,在混凝土材料中可識別10 μm量級的裂紋。超聲紅外熱成像技術具有選擇性加熱的特點,僅對裂紋區域加熱,正常區域不加熱,可檢測復雜結構試件,非常適合于金屬裂紋、混凝土裂紋、航空航天葉片裂紋、復合材料損傷等材料的檢測。超聲激勵方式與光激勵方式不同,光激勵方式系統比較統一;超聲激勵方式由于試件結構復雜,同時需要夾具固定試件并對激勵頭施加預緊力,例如金屬疲勞裂紋夾具、航空發動機工作葉片夾具、航空發動機導向葉片夾具都不同,需要根據試件制作各自合適的夾具,系統比較復雜與多樣,但如果針對同一類型的試件,可以制作統一的夾具、形成標準化的檢測流程,因此超聲紅外熱成像技術具有廣闊發展前景,未來的研究重點包括以下3個方向:
1)激勵裝置的優化。激勵裝置需要具備夾具單元和預緊力單元,夾具單元需要根據檢測試件單獨設計,預緊力單元有機械結構和氣動結構。機械結構體積小、設計簡單,但施加/釋放預緊力需要手動旋轉手柄;氣動結構體積大、設計復雜,但可設計為自動施加預緊力和釋放預緊力,從而可以實現集超聲激勵、自動裝配、紅外圖像采集、紅外圖像處理一體化集成的超聲紅外熱成像系統,以便適用于工業領域裂紋檢測。
2)檢測標準化。超聲激勵與光激勵具有很大不同,超聲激勵與檢測人員經驗有關,超聲激勵位置、超聲激勵時間、超聲耦合效率都會影響檢測結果。因此針對該技術形成統一檢測規范和技術,可以加速該技術工程實踐應用。
3)缺陷檢測自動化識別。超聲紅外熱成像需要采集數百幀序列圖像,從采集數百幀序列圖像中識別出缺陷信息,相比于自動視覺檢測,該方式需要人工判斷、準確度依賴于檢測人員主動判斷,容易導致缺陷識別出現誤檢、漏檢等情況。隨著人工智能深度學習的興起,深度學習模型具有圖像特征信息感知能力,在大量數據訓練的基礎上,更容易實現缺陷的自動檢測。
結語與展望
超聲紅外熱成像技術經過幾十年的發展,在生熱特性、仿真研究、缺陷可檢測性和檢測材料應用領域取得了突出進展,但是在工業應用方面落后于光激勵紅外熱成像技術;閃光燈紅外熱成像技術已形成國家標準,應用在飛機復合材料膠接質量、航天飛機耐熱保護層脫粘檢測、熱障涂層缺陷檢測等,并且有成熟的工業檢測設備。目前超聲紅外熱成像技術還基本處于實驗室階段,隨著科學技術的發展,工業特別是航空航天對裂紋檢測需求的提高,超聲紅外熱成像技術也會從實驗室逐步進入到工業、航天航天應用領域。
編輯:黃飛
?































 工商網監
工商網監
評論