電火花加工技術是一種高精度、高效率的制造工藝,在模具制造、航空航天和汽車工業等領域得到了廣泛應用。而功率放大器則是電火花加工設備的核心部件之一,它能夠改善電火花加工的機械性能和加工質量,提高生產效率
2023-08-16 17:27:30 149
149 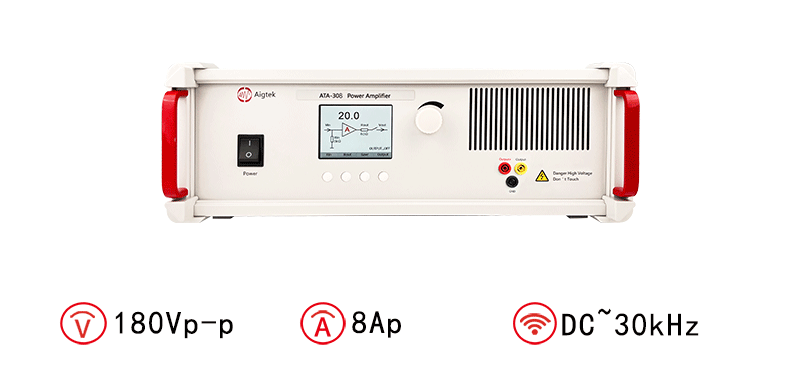
ATA-61520功率放大器在電火花加工中的應用
2023-08-03 14:48:30 2
2 的是:在上述電火花干擾測試方面,FPDLINK更高頻的信號傳輸也更易受到干擾,本文即主要針對該問題進行原理剖析,并整理相應優化方法以應對該挑戰。
2023-03-29 09:43:56711 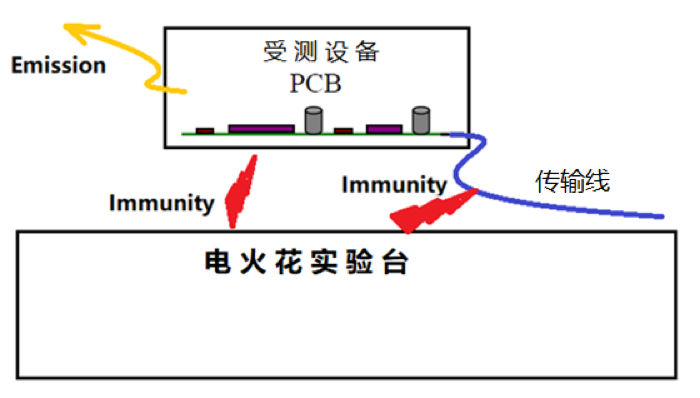
冬天觸摸筆記本時,或者插拔電源時有電火花,有沒有影響? A:首先,觸摸筆記本的電火花和插拔電源時的電火花是截然不同的。觸摸筆記本的電火花多是由于靜電,尤其在冬季的北方地區,由于身體有相當的靜電,而
2009-07-02 17:46:50
FPDLINK 的電火花干擾優化
2022-10-31 08:24:000 蘭宇科技MD-Ⅲ電火花檢測儀埋地管道外防腐層檢漏儀
檢測原理及方法
采用探測走向和埋土深度的原理及方法:向地下管道發送特定的高頻調制信號通過探測地下管道的磁場來確定地下管道的所在地、走向
2022-03-04 15:22:0413 靜電除塵用脈沖高壓電源設計(深圳核達中遠通電源技術有限公司)-電子設計工程 2015年2月
一種新型的靜電除塵用脈沖高壓電源設計
2021-09-29 12:50:3537 電切削加工一般是指電火花加工,屬于特種加工的技術范疇,是先進制造技術的一個重要組成部分,是機械制造業中最廣泛采用的機械切削加工和磨削加工的重要補充和發展,主要包括電火花成型加工和電火花線切割加工
2021-04-24 09:25:043 電路中,+V是直流工作電壓,S是電源開關,M是直流電動機,R和C構成RC消火花電路。
2021-01-23 09:52:139859 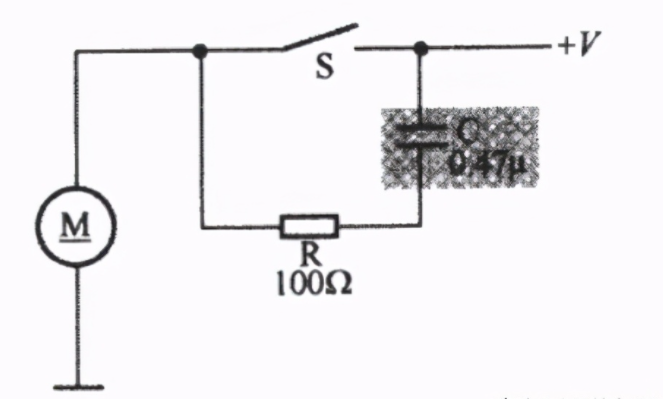
電火花加工與切削加工不同,屬于“非接觸加工”。電火花加工中,隨著放電間隙大小的變化影響電極與工件蝕除量的現象稱為問隙效應。電火花加工中放電間隙的大小和狀態,對加工工藝指標有著極其重要的作用。在加工
2020-10-25 10:30:333124 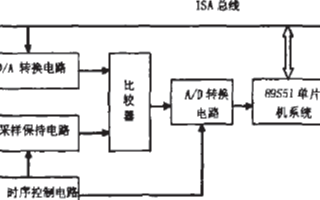
,但是在故障狀態或異常情況下,如:冷卻水不足等,若不能及時發現及時采取措施,有可能產生危險溫度從而引爆周圍的爆炸性危險氣體,此時應使用防爆消防車溫度監控臺。 監控臺的電路板及監測設備有可能產生電火花,若不加
2020-10-13 08:57:081523 激光隱形切割作為激光切割晶圓的一種方案,很好的避免了砂輪劃片存在的問題。如圖1所示,激光隱形切割是通過將脈沖激光的單個脈沖通過光學整形
2020-06-01 09:38:238412 實驗原理:電火花加工(Electrical discharge machining, EDM)是通過在工具電極和工件電極之間施加高頻脈沖電壓來將工具電極和工件電極表面之間某一相對間隙最小處或絕緣強度
2020-05-21 11:32:412956 火花機中的兩個50W50歐可用電爐絲代替,三個電容可用一個空凋壓縮機起動25UF電容代替,電源30-50V 50-100W,加工時要泡在水里
2020-04-10 08:00:0013 實驗名稱: Aigtek功率放大器ATA-61520在電火花加工中的應用 實驗原理: 電火花加工(Electrical discharge machining, EDM)是通過在工具電極和工件電極
2020-03-23 14:35:261267 工作火花是指電氣設備正常工作時或正常操作過程中產生的火花。如直流電機電刷與整流子滑動接觸處、交流電機電刷與滑環滑動接觸處電刷后的微小火花、開關或接觸器開合時的火花、插銷拔出或插入時的火花等。
2020-03-23 09:39:527686 本文首先闡述了電火花計時器結構原理,其次介紹了電火花計時器工作原理,最后介紹了電火花計時器工作電壓。
2020-01-08 10:25:0319360 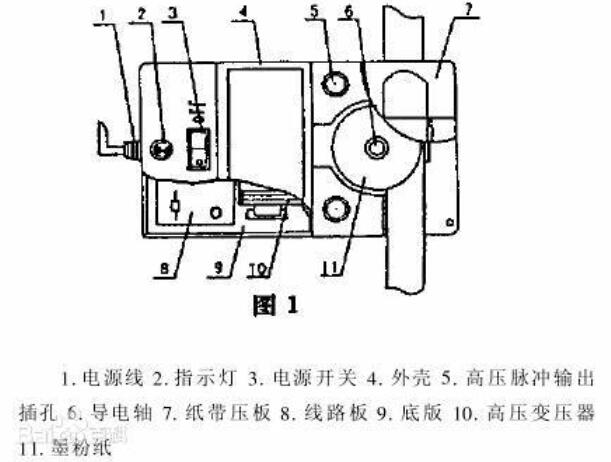
本文主要闡述了電磁打點計時器和電火花計時器的區別。
2020-01-08 09:57:3697682 高壓擊穿,導線短路,絕緣導線外絕緣層損壞,開斷感應電路產生拉弧現象。
2019-12-12 16:26:438556 根據以上微細電火花加工的特點分析,在參閱大量國內外有關微細電火花加工及相關的技術研究成果基礎上,設計并研制了一臺微細電火花加工系統原理樣機。該系統分為機械和電氣兩大部分,機械部分主要由4 個部分
2019-10-17 07:52:004872 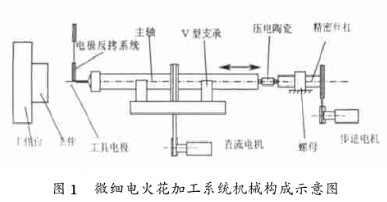
電火花加工在電加工行業中應用最為廣泛的一種加工方法,約占該行業的90%。按工具電極和工件相對運動的方式不同,大致可分為電火花成型加工、線切割加工、電火花磨削加工、電火花同步共軛回轉加工、電火花高速
2019-10-10 16:15:2224747 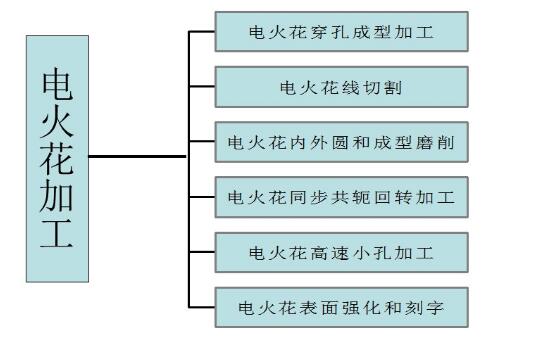
表示電火花加工特性的指標有:加工速度(g/min,每分鐘多少克),表面粗糙度(μm)、間隙(μm)和電極損耗比(%)。這些加工特性主要取決于放電電流的最大值和放電的持續時間(脈沖寬度)等電氣條件,在相同的加工條件下,加工效率的高低與脈沖放電的停止時間(tr)的大小有很大關系。
2019-10-10 16:06:3712356 電火花加工是一種利用電能和熱能進行加工的新工藝,俗稱放電加工。電火花加工與一般切削加工的區別在于,電火花加工時工具與工件并不接觸,而是靠工具與工件間不斷產生的脈沖性火花放電,利用放電時產生局部、瞬時的高溫把金屬材料逐步蝕除下來。由于在放電過程中有可見火花產生,故稱電火花加工。
2019-10-10 16:02:488153 電火花加工是不斷放電蝕除金屬的過程。雖然一次脈沖放電的時間很短,但它是電磁學、熱力學和流體力學等綜合作用的過程,是相當復雜的。
2019-10-10 15:57:4732068 脈沖放電的能量密度高,便于加工用普通的機械加工方法難于加工或無法加工的特殊材料和復雜形狀的工件。不受材料硬度影響,不受熱處理狀況影響。
2019-10-10 15:49:1222202 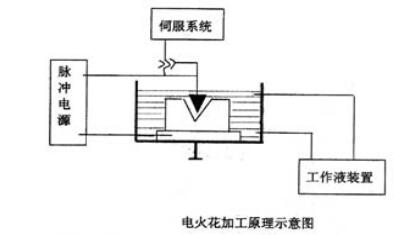
本文檔的主要內容詳細介紹的是如何DIY制作一個迷你電火花機詳細資料免費下載。
2018-11-27 08:00:0061 本系統是對一種電火花機床設計的,采用負極放電方式即采用黃銅對工件的放電達到加工目的。通過試驗得到黃銅對工件的耗損比值,用程序控制所需要的加工深度,加工出來的油嘴座面完全符合要求,提高了加工速度,保證了加工精度,完全取代了傳統的風磨加工。
2018-10-30 08:05:002854 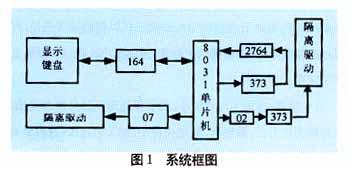
電火花線切割加工法是在 1955 年首先由蘇聯發表, 1957 年蘇聯首先研制出 A207 型 光 電 跟 蹤 電 火花 線 切 割 機 , 1965 年 蘇 聯 研 制 出 數 字 控制 電 火
2018-10-18 08:00:0073 本文首先介紹了電弧放電的特點及危害,其次介紹了產生電弧和電火花的主要原因,最后闡述了電火花放電和電弧放電的區別,具體的跟隨小編一起來了解一下吧。
2018-05-10 16:44:5523124 簡單的說電子打火是用個電子石撞擊(是和閥體一起的)產生高電壓瞬間產生電火花點燃的,脈沖是用電子原件造成的一個高頻電源,要配電池使用,是和閥體分開的。
2018-02-23 09:20:2682525 紫外線火焰監測器,主要用于燃氣、燃油工業的火焰監測,該監測器只對產生電火花、電弧、電暈、火焰等現象的紫外線敏感,對燈光和爐膛高溫輻射無反應,抗干擾性強。控制點火裝置自動點火,點火同時自動打開燃料閥
2018-02-14 22:41:007370 脈沖點火器,其實質上就是一個高頻振蕩器,首先,由高頻振蕩器產生高頻電壓;其次,高頻電壓經升壓變壓器增至15KV的大電壓;最后,高壓放電,產生的電火花將某種可燃物質點燃,產生火焰。脈沖點火器可以通過按鈕來實現對其點火和停止點火的控制,且由于其可連續放電產生電火花,因此其點燃率極高。
2018-01-30 13:56:25160213 怎么判斷脈沖點火器是否壞了?先聽聲音!就算沒電火花但是能聽到噠噠噠的聲音那證明說,還是正常的不是導線脫落了,或者是接地線松了都有可能,要是連聲音都沒有,你可以用把螺絲刀接觸點火針,看看會不會有火花出來如果也沒有你就拆開面板用萬用表檢測下兩端是否斷路了!
2018-01-30 09:08:1499626 汽車發動機運轉就需要燃燒燃料,點燃燃料的電火花就是由火花塞產生的,所以火花塞的好壞影響著發動機的工作效果。下文將深度講解換火花塞的必要性以及如何判斷火花塞損壞了等相關火花塞問題。
2018-01-18 09:45:2119841 所設計的電源可實現空載電壓、脈沖寬度、脈間寬度大范圍獨立可調,徹底取消耗能嚴重的限流電阻;電路具有較高的調壓精度和較好的加工工藝效果。
2017-12-20 14:57:324 前言 線切割加工技術(WEDM)在眾多的工業生產領域如模具制造業、汽車制造業、航空航天制造業等起到了重要的作用。要制作一臺省略其次要結構與技術環節的低速走絲電火花線切割機床樣機,其中包括兩項關鍵技術
2017-11-03 10:49:185 線切割加工技術(WEDM)在眾多的工業生產領域如模具制造業、汽車制造業、航空航天制造業等起到了重要的作用。要制作一臺省略其次要結構與技術環節的低速走絲電火花線切割機床樣機,其中包括兩項關鍵技術:1
2017-10-29 10:47:574 線切割切割效率受兩大因素的影響,一是絲的載流量(電流),二是切縫中的蝕除物不能及時清除,它的導電作用消耗掉了脈沖能量。 針對影響線切割加工效率的兩大主要原因,提高電火花線切割加工速度則應在如下幾個
2017-10-23 11:21:4115 電火花檢漏儀操作中的幾個注意事項: 1、在檢測工件(比如搪玻璃罐和很短的管道、較小的工作)首先將地線和主機連接好后,再把地線夾夾住(搪玻璃罐外壁)或其他工件沒有涂層的地方固定好后,然后開機再用探極
2017-10-09 17:19:442 單通道電火花震源及其放電實驗研究_樊愛龍
2017-01-05 15:34:545 納秒脈沖火花放電等離子體發射光譜特性研究_李威
2017-01-05 15:33:032 用于電火花加工機床的直流直線電機DSP控制技術研究
2016-05-05 13:57:3412 根據PS/2標準鍵盤的通信協議,設計單片機控制的電火花機鍵盤系統,應用KeilC51語言實現掃描鍵盤、通信及控制LED指示燈等功能,該鍵盤已應用于電火花機控制系統中。
2016-03-28 17:58:198 文中提出了一種新型的微細電火花加工脈沖電源。該脈沖電源采用數字電位器及電容組成RC延時電路,利用MOSFET作為開關管,通過RC延時電路對上下兩路MOSFET的驅動信號進行延時,從而使上下兩路MOSFET先后開通,以斬波的方式獲得脈沖,脈寬可以達到納秒級。
2016-01-04 14:55:2332 如果你想領略一下高壓電火花的魅力,馬克思發生器是一個比較好的選擇。只要幾個電容、電阻,簡單的組合一下,很容易得到幾厘米長的電弧,相當漂亮。 下面是一款簡版的馬克思發生器電路圖: 這款馬克思發生器
2014-04-24 10:28:534936 CCD傳感器實時檢測系統是一套基于光電檢測技術的質量監測儀器,可用于實時觀測和測量被加工工件,特別適合安裝應用于微細電火花加工機床。此系統利用CCD(Charge-Couple Device)傳感
2012-04-05 15:57:2043 本系統是對一種電火花機床設計的,采用負極放電方式即采用黃銅對工件的放電達到加工目的。通過試驗得到黃銅對工件的耗損比值,用程序控制所需要的加工深度,加工出來的油嘴座
2012-02-13 16:08:501857 
按照一定的時間規律,向負載通斷電一次形成一個周期。反復執行便構成脈沖電源。脈沖電源有單正脈沖電源和雙正脈沖電源、負脈沖電源。
2011-12-19 10:38:338873 建立了電火花線切割脈沖放電模型,利用有限元法分析了單脈沖放電的溫度場分布。計算出該條件下工件及電極絲放電凹坑幾何特征,與實際切割條件下的表面粗糙度、電極相對損耗比、
2011-07-27 16:40:5937 AAEDM公司設計,制造和維護電火花鉆孔機來滿足大批量生產的特殊需要.我們的工程師和技術人員在EDM設計,應用,自動化和生產方面都具有多年的經驗.如果您擁有一臺高效的電火花機床,很可能它就是我們的一位員工制造的. AAEDM的脈沖電源一個以多處理器,數字信號處
2011-02-23 13:37:2982 火花機(簡稱EDM,全稱Electrical Discharge Machining)是一種機械加工設備,主要用于電火花加工。廣泛應用在各種金屬模具、機械設備的制造中。它是利用浸在工作液中的兩極間脈沖
2010-08-25 16:51:269778 摘要:根據電火花加工對電源的要求,提出了一種以單片機技術為核心、具有操作簡便和較好技術經濟指標的電火花脈沖電源。關鍵詞:單片機;電火花加工;脈沖電源
2010-05-31 09:55:4979 高速電火花線切割加工中經常會發生斷絲現象,經常穿絲降低加工效率,重復切割導致加工精度下降。對斷絲的原因進行分析,提出有效減少斷絲現象的對策。
2009-12-29 16:22:4374 脈沖電路
脈沖電路的用途和特點
在電子電路中,電源、放大、振蕩和調制電路被稱為模擬電子電路,因為它們加工和處理的是連續變化的模擬信號。電子電
2009-11-10 10:11:478004 根據PS/2標準鍵盤的通信協議,設計單片機控制的電火花機鍵盤系統,應用Keil C51語言實現掃描鍵盤、通信及控制LED指示燈等功能。該鍵盤已成功應用于電火花機控制系統中。
2009-11-01 09:22:4944 RC消火花電路
2009-09-22 08:23:503306 
離子滲氮用脈沖電源的研制
Development of Pulse Power Supply for Ion Azotizing
摘要:文章通過對比,論述了離子滲氮用直流電源的缺點以及脈沖
2009-07-27 08:34:22995 
用Protel99SE實現脈沖電路的仿真:用Protel99SE實現脈沖電路的仿真摘要:針對Protel99SE的數字電路模型不適用于脈沖電路仿真的缺陷,通過實例論述了用創建子電路模型和創建層次式模
2009-07-02 12:04:47612 利用蘇州新達高新技術應用研究所研制的SD-01 型金剛石磨輪電火花外圓磨床對不同金剛石粒度濃度的磨輪進行不同加工條件下的電火花磨削試驗研究對粒度120/140 的試樣磨削效率在25m
2009-03-18 16:18:0938 分立元件電路設計復雜,電路調試困難,基于單片機或者是32位的嵌入式CPU的脈沖電源性能有了很大的提高,也具有了很高的智能性,但對于不同的處理器
2009-02-12 15:49:321148 
耐壓火花檢測電路
2009-02-12 07:46:431020 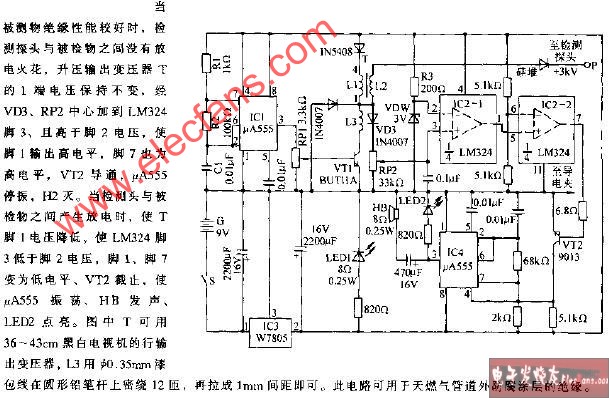
數控線切割機上用的光電放大電路
2008-12-30 17:58:43654 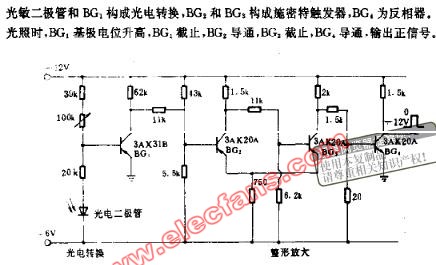
WEDM用脈沖電源的作用是把工頻交流電流轉換成一定頻率的單向脈沖電流,供給電極放電間隙所需要的能量以蝕除金屬。本文提出的電流型電火花線切割加工電源前級電路恒流輸出D
2008-12-21 14:07:18818 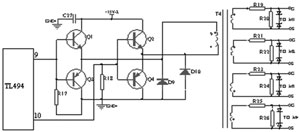
半導體激光器脈沖電源電路 (國外電源電路)原理圖
2008-11-03 10:50:541772 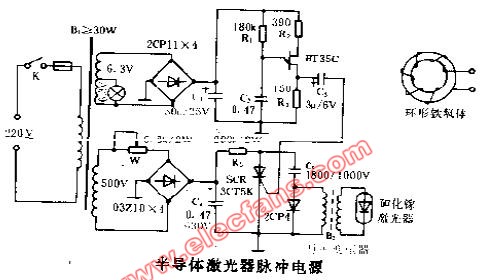
為點燃氬氣閃光燈用的火花線圈的電路
2008-05-01 01:22:271469 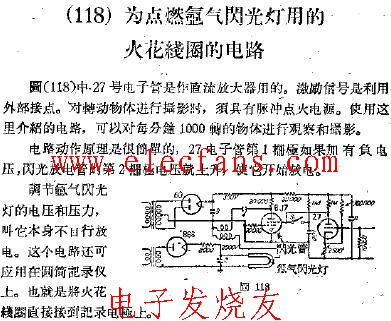
防止火花的電路
2008-04-30 23:31:401024 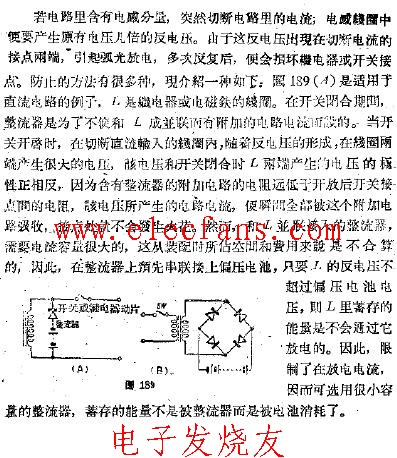

 電子發燒友App
電子發燒友App





 工商網監
湘ICP備2023018690號-1
工商網監
湘ICP備2023018690號-1





評論