����PLC�������Ԅӿ���ϵ�y
һ.����
�B�m����ݔ���Ԅӿ���ϵ�y��ˮ�ࡢú̿��ұ�𡢻�������ϡ�ʳƷ���ИI�кV���đ��á����й���ȫ�棬�`���ԏ����ԃr�ȸߵ����c���ܵ��B�m����ϵ�y�����̺��Ñ��Ěgӭ��ԓϵ�y���F���������g���}�����g���Ԅӻ����g��һ�w����CIMS�е���Ҫ�h�����ڇ����ѽ��õ��^�V���đ��ã�ԓ���gҲ������u�ؑ������҇��S���ИI�С�
����WTO���҇���Ʒ���N�����ͷ����Ј����U���_�ŵ��I��ͷ���������������I�lչ���P�I���}��������Ӱ���I���w������Ͱlչ����2000�������ɱ�ռ���ȇ������a��ֵ��GDP����16.7%���������H��10%���¡���������I�������O��ˮƽ�c�l�_����֮�g��������IJ�࣬��Ҫ���F�飬�\ݔЧ�ʵͣ������^�����M�@�ˡ��҂�֪���������ǝ����Ͱlչ���g����ˣ���������O�仯ˮƽ���ѳɞ鮔��֮�����Ԅ�����܇�������wϵ���\ݔ�������Ҫ�M�ɲ��֣��������Ԅӵش惦��ȡ�����ϵ�ϵ�y��
��. �����Ԅӿ���ϵ�y��ˇ���a����
�����Ԅӿ���ϵ�y��Ҫ�ǿ���ݔ��ϵ�y��������ϵ�ݔ���΄ա������ϵ����̎�ͳ���̎�O�������C��ݔ�;����@���ڎ췿�����a܇�g�Ͱ��b܇�g�������γ���һ���ȿ�형����_�������aλ��ͬ�r���Ƿ��]��ѭ�hݔ�;�ϵ�y���������a�^����ʹ�õ����P���Ϻͳ�Ʒ�ȣ������b���N�Зl�δa��؛����ݔ���b܇�������a����ϵ�y�l�������aָ��������£����ϵď�ָ�������̎�M��ݔ��ϵ�y�������Ԅӿ���ϵ�y��D1��ʾ��
���w����Ҫ����D��ʾ��ϵ�y���϶������͎����z�yϵ�y�M�ɡ������b�����Ԅ��R�e؛܇��λ��r����؛܇�M���Ԅ����ϣ���܇�b�M�r������ϵ�y�Ԅ�ֹͣ���ϡ��϶����ϲ���rֹͣ���ϲ��Ԅ��M�ϡ�
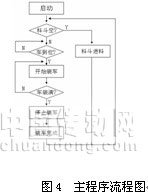
�乤ˇ���̿���Ҫ������:
��1����ʼ��B
ϵ�y���Ӻt��L2�磬�G��L1�����������S��܇�_�M�b�ϡ��϶����Ͽ�D2�P�]������λ������S1�Þ�OFF���϶��е����ϲ��M�����M���y�_���M�ϣ�D4��������S1�Þ�ON���϶��е������ѝM�����tֹͣ�M�ϣ�D4�磩��늄әCM1��M2��M3��M4����OFF��
��2���b܇����
�b܇�^���У�����܇�_�M�b܇λ�Õr����λ�_�PSQ1�Þ�ON���t����̖��L2�����G��L1�磻ͬ�r����늙CM4�����^2S���ن��ӆ���M3���ٽ�2S��M2���ٽ��^2S���M1���ٽ��^2S��Ŵ��_�����y��D2���������Ͻ��϶����ϡ�
��܇�b�M�r����λ�_�PSQ2��ON���϶��P�]��2S��M1ֹͣ��M2��M1ֹͣ2S��ֹͣ��M3��M2ֹͣ2S��ֹͣ��M4��M3ֹͣ2S�����ֹͣ��ͬ�r�t��L2�磬�G��L1����������܇�����_�ߡ�
��3��ͣ�C����
�P�]����SD�_�P���Ԅ������b܇������ϵ�y�Kֹ�\�С�

��. ϵ�yӲ���OӋ
1. ϵ�yԭ��D
2. I/O���ü��Ӿ�
��������Ԅӿ���ϵ�y�Ŀɿ��Ժ��O��Ĺ���Ч�ʣ�ϵ�y�x��MITSUBISHI�� FX1N-40MR��PLC����������������Ԅ������b܇���Ƶ�Ҫ���OӋ��I/O���ü��Ӿ���D3��ʾ��
늄әCM1��M4��ͨ�^���|��KM1��KM4����;���˷�������ˆT�O�أ�Ҳ���Բ�����̖���@ʾ��늄әC���\�Р�B��
��. ϵ�yܛ���OӋ
1.���������̈D
2.ϵ�y��PLC���Ƴ���ĽY��
�û���߉ָ����Ԅ������b܇����ϵ�y�У��M���y����λ������S1�Ŀ��ƣ�S1�o�O�y��̖�������ϲ��M����5S���M��;S1�бO�y��̖���������ѝM����ֹ�M�ϡ�����ϵ�y�Ć��ӣ�����ͨ�^�_���������λ�_�PSQ1���F������܇�_�M�b܇λ�Õr���������������£���ͨSQ1������ϵ�y����;��܇�b����λ�r����λ�_�PSQ2���_��ֹͣ���ϡ�
�������ΈD�Z�Ծ���PLC���Ƴ���ԓ���Ƴ����������ľ���ģ�K�������w�F���������Ʒ�ʽ�ͽY�����ɷ֞����ׂ����֣�
��.�\���O��/ݔ��·������
������Ƥ��ݔ�͙C���L݆ݔ�͙C�������C���������ģʽ�\�У����C؛����ݔ�;����܉�ͨ���B�m�\�С�����؛���·���R�e�a������ݔ�;��̈́e��ݔ�;����Q�b�ã����F؛��ݔ�ͮ��е�·���x��
��.�Ԅ��R�eϵ�y�Ĕ���̎��
�їl�δa�������x��PLC�Č��r��������ͨ�ţ���Ɍ�ݔ�;���؛����Ԅ��R�e��
��.��λ�C���a����ϵ�y��ͨ�Žӿ�/���r���������ϵ�y
��Ҫ̎���c��λ�C����Ϣ���Q������ͨӍҎ�s�����ĸ�ʽ��ͨӍ���a�ͽ�a���\�e�ȡ����Ô����K����ӛ䛴惦�^���惦؛�����Ϣ�����ù��܉K���F��������IJ�������ݔ��ϵ�y·���R�e�ṩ����������
��. MCGS�M�B�O�صĔ���̎��
���MCGS�O�أ��M�еĔ���̎������Ҫ�Ј�̎�����O���\�Р�B�Ĕ���̎���ȡ�
��.ȱ�ϓQ�}��
�������^���У�ԓ�}̖���������꣬ϵ�y�Ԅ���ʾȱ�ψ���[ȱ�ϓQ�}]���o��������Ԓ��ݔ������Q�Ă}̖���_�����ٰ�[�����]���o��������ɓQ�}�����M���Ԅ����Ϡ�B��ע���Q�}��횸����������ȱ�ς}�O��0���¸��Q�Ă}̖�O���cԭ�������һ�£����ڈ���yӋ��
��������֪����ϵ�y��һ����һ���������Ŀ����^�̣����ÿ�ʹÿһ�������������������ò��Mָ��̄t�������������ͷ�����x��
��. �Y���Z
ԓ�����Ԅӿ���ϵ�y���^�{ԇ���\�У������a�����Ԅ������������ԝM����N�aƷ�����a�����ԝM�����P������˾���O������a�ĸ�ˮƽ��Ч���\�D�ġ��ڬF�����I�����У�ԓϵ�y�q�粻֪ƣ�v�İ��\���������ճ���ָ���B�m������M������ݔ�͡�ԓϵ�y��Ͷ��ʹ��I�صג������ֹ����������Ϸ�ʽ�M��ƌW���������a������Ҳ�ķۉm�������Ȑ��ӵĄڄӭh���н�Ó���������H��ˣ������ĸ��|�������ϸ������ˮaƷ�|������ߡ�ϵ�yͶ��aƷ�ܶȡ��ٱ��ص���Ҫ���gָ�����^����ߣ����ԣ������Ԅӿ���ϵ�y�����a����ͼӹ��I����������ڴ�Ҏģ����Ч�ʡ��B�m���a��������˾�F�����Ĵ_��һ�ֵ���ƏV�ļ��g������ϵ�y�F��Ͷ��ʹ�ã������ھW�j��Ϣ�r�����IӋ��C���������^���Լ��W�j�N���I��������Ԅӻ�ϵ�y���_�l�OӋ������Ҫ�ą����rֵ��

