














同步傳動包括兩部分:主傳動同步主要是進布電機與超喂電機、印花電機、烘房電機、立柱烘焙電機(含立柱烘焙電機與落布電機等單元之間的同步)之間的同步傳動;分同步傳動則是實現印花電機與網頭分電機之間的同步傳動,要求同步精度高。
電控系統由主軸運動控制噐(即主站)、從軸控制噐(4合)、人機界面等組成, 方便用戶編輯工藝程序(程序可保密)。
5.3控制系統框圖
控制系統框圖如圖3所示。
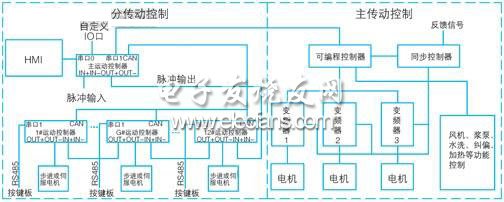
圖3 控制系統框圖
5.4控制方案
5.4.1同步控制
kp3-05m06r型運動控制器接收到由編碼器檢測的主電機轉速數據并進行處理后,輸出頻率可調的、用于控制網頭分電機的脈沖,實現導帶與網頭同步。
主傳動是由嵌入式plc與同步控制器共同完成同步調節功能的。
5.4.2自動對花控制
自動對花不需要安裝高故障率的接近開關,只要編寫梯形圖程序并用觸摸屏輸入的步數傳送到d5904和d5905寄存器,且將自動回零控制字d5907置1即可實現自動對花。
5.4.3插步控制
因為印花精度要求高,生產現場必須經常修改插步數據,既耗時又達不到要求。使用該款運動控器后,只需對d5902和d5903寄存器賦值就能實現插步控制。
因篇幅所限,控制方案不能祥細介紹。
6 結論
實踐證明,采用基于嵌入式plc芯片組設計的運動控制噐,印花精度高、傳動速度快、生產效率高、產品質量優,社會效益和經濟效益巨大,深受客戶好評。該設計方案具有推廣價值。








 工商網監
工商網監
用戶評論
共 0 條評論