結合國家焊工(初級)考試最新大綱及焊工(初級)考試真題匯總,有助于焊工(初級)模擬考試軟件考前練習。1、【判斷題】()電弧電壓是決定單道焊縫厚度的主要因素。(×)2、【判斷題】()碳鋼焊條的選用應遵循等強度的原則。(√)3、【判斷題】手工電弧焊主要污染危害是:煙和光輻射。(...
2021-09-02 07:38:13
割考試。1、【判斷題】 焊接電流大小是決定焊縫熔寬的最主要參數。(×)2、【判斷題】液化氣瓶的聯接形式為倒旋螺紋。(√)3、【判斷題】 MIG焊適用于鋁及鋁合金、不銹鋼等材料中、厚板焊接。(√)4、【判斷題】根據焊接工藝的不同,電弧焊可分為自動焊半自動焊氬弧焊和手工...
2021-06-30 06:01:44
與熱切割考試。1、【判斷題】 焊條電弧焊可以在任何有電源的地方進行焊接作業。(√)2、【判斷題】焊工如遇到與焊割“十不燒”之中有一條不符合要求的,有權拒絕焊割。(√)3、【判斷題】 手工堆焊時,應采用較大電壓。(×)4、【判斷題】鋁熱焊設備簡單投資少,焊接操作簡便,無需電源。(√
2021-08-31 06:21:35
電流、焊接時間等參數。焊接電源一般為晶閘管控制的或逆變式的弧焊整流器。逆變式的弧焊整流器體積小、重量輕、動特性好,無疑是焊機的首選,但受大功率器件的限制,所以目前大容量的焊機還是以晶閘管控制的...
2021-11-16 08:27:19
項目名稱:MMA數字顯示板項目簡介:自主研發項目。該面板適用于手工焊條電弧焊機。主控MCU選用英飛凌8位單片機。通過MCU實現焊接參數給定、顯示,故障診斷控制。面板旋轉編碼器用于調節焊接參數(包括熱
2018-12-03 14:19:08
高壓應用設法節省空間防止電弧放電損壞和破壞保護高壓MLCC的電弧放電對策
2021-03-09 06:20:40
內的循環氣流融化焊料使元器件焊接在PCB上,波峰焊是通過高溫將機器內部的焊條融化在使元器件于焊料接觸在進行焊接。[2]焊接工藝不容,回流焊在進回流爐前需要先涂抹錫膏而波峰焊是通過加熱機器內部的錫膏實行
2023-04-15 17:35:41
、【單選題】交流正弦波弧焊變壓器具有結構簡單、易造易修、成本低、( )、空載損耗小、噪聲小等優點。(A)A、磁偏吹小***作C、焊接電壓穩定D、電弧穩定性好2、【單選題】防止夾渣,應選用( )焊材。(A)A、脫渣性好的焊條、焊劑B、強度高的焊條C、焊前經保...
2021-09-01 08:43:13
`光伏逆變器銅箔軟連接,新能源動力電池軟連接排,焊接工藝一般有兩種,分別是氬氟焊和高分子擴散焊工藝。氬弧焊,是使用氬氣作為保護氣體的一種焊接技術,又稱氬氣體保護焊。就是在電弧焊的周圍通上氬氣保護氣體
2018-10-12 14:29:51
性,優點是價格便宜,缺點是運用壽命短。
組成石
一種環保石材,由95%以上的天然石粉,加上少數聚酯及粘合劑,在真空下混合、加壓、振動成型而成,缺點是價格較貴,優點是運用壽命較長。
波峰焊治具的類型
2023-09-22 15:58:03
最近在研究電弧焊接,通過電弧傳感器測量焊接電流,根據焊接電流反饋大小來控制焊接頭與焊件之間的距離,以實現更好的焊接。
2014-12-22 22:47:48
卓越;5.簡易的手工電弧焊功能,更適合野外工作;6.最小焊接電流是35A,薄板焊接的最佳選擇;7.重量輕,體積小,便于移動;8.節能省電,使用費用低,對電網容量要求低。手工焊數字直流逆變焊機整機產品
2018-12-03 14:16:54
做了比較,并提出了一種有效的旋轉電弧信號組合濾波方法,實驗證明:該方法能更有效地抑制電弧信號的干擾,保留有用的信號特征信息。關鍵詞:旋轉電弧;信號;數字濾波;電弧焊
2009-10-13 14:57:03
,使CO2氣保焊的性能卓越;5.簡易的手工電弧焊功能,更適合野外工作;6.最小焊接電流是35A,薄板焊接的最佳選擇;7.重量輕,體積小,便于移動;8.節能省電,使用費用低,對電網容量要求低。氣體保護焊
2018-12-03 14:15:23
時 , 電弧向上彎曲。電弧形狀的改變可引起光電參數的變化 。當對流過分強烈時 ,電弧上飄嚴重, 甚至會吹滅 , 所以對流穩定型氙燈的正常工作位置應該是垂直方向 , 這時電弧長度最短 , 有最大的平均亮度和穩定性 。當然對于極距很小的電弧屬于過渡穩定型的氙燈 (一般為小功率),允許在任意位置上點燃。
2017-11-14 17:13:36
焊材質的種類范圍很大,可以相互接合各種異質材料,并且易于以自動化進行高速焊接,也可以數位或電腦控制;用激光焊接薄材或細徑線材時,不會像電弧焊接容易有回熔的困擾,而且激光焊接不受磁場所影響,能精確地對準焊件。
2016-03-14 13:05:54
焊絲是作為填充金屬或同時作為導電用的金屬絲焊接材料。在氣焊和鎢極氣體保護電弧焊時,焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體保護電弧焊時,焊絲既是填充金屬,同時也是導電電極。焊絲的表面不涂
2017-05-24 09:16:06
傾斜角不大的焊件,均可用埋弧焊。板厚需大于5毫米(防燒穿)。焊接碳素結構鋼、低合金結構鋼、不銹鋼、耐熱鋼、復合鋼材等。2、焊條電弧焊:原理:用手工操作焊條進行焊接的電弧焊方法。利用焊條與焊件之間建立起來
2017-10-23 09:39:35
`銅軟連接【詳細說明】銅帶軟連接焊接工藝普通有兩種,辨別是氬氟焊和高分子分散焊工藝。氬弧焊,是運用氬氣作為維護氣體的一種焊接技術,又稱氬氣體維護焊。就是在電弧焊的四周通上氬氣維護氣體,將空氣隔離在焊
2020-04-18 11:23:36
,綜合性能較好,強度、塑性和焊接等性能得到較好配合,用途最廣泛。2、焊接方式手工電弧焊。有卡口、坡口;平焊、
2021-08-30 08:06:14
焊條、焊絲、焊劑消耗估算表
2009-02-13 14:14:36 43
43 鋼結構手工電弧焊焊接工藝標準:本工藝標準適用于一般工業與民用建筑工程中鋼結構制作與安裝手工電弧焊焊接工程。2 施工準備2.1 材料及主要機具:2.1.1 電焊條:其型號
2009-05-24 14:11:5145 焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。焊接時,焊條末端和工件之間燃燒電弧使焊條藥皮、焊芯和工件熔化,焊芯形成細小金屬顆粒過渡和工件表面熔化金屬熔合形
2009-11-17 11:22:4827 高錳鋼與U71Mn鋼軌鋼的焊接性能差別較大,將其對接焊時除采用特殊工藝外,必須使用合適的焊接材料。文中介紹了二種新合金系焊條作為過渡層和對接材料,并進行了試驗,結果表
2009-12-28 16:06:318 為了提高焊接效率和質量,本文針對可消耗的雙電極氣體保護金屬極電弧焊系統,建立了一個雙輸入雙輸出的非線性模型, 并基于投影估計和極點配置法設計了離散自適應控制
2009-12-31 16:15:459 本文針對可消耗雙電極熔化極氣體保護電弧焊接(DE-GMAW)系統,建立了一個雙輸入雙輸出非線性模型,并基于此提出了一種魯棒自適應控制器的設計方法,可用于系統存在未建模動態和
2010-01-18 15:17:3815 介紹了小齒輪座底板的斷裂情況,通過對其材料的技術性能、鐵的可焊性等性能的分析,確定了手工電弧冷焊的施工方案,并提出了具體的焊接工藝,順利完成了該工件的修復。關鍵詞
2010-01-26 15:02:5923 1.鋼板尺寸δ105×φ2500,共4件;材料為0Cr18Ni9Ti;2.焊接方法為焊條電弧焊(打底焊)+自動埋弧焊,焊條電弧焊焊材為A132/φ4,自動埋弧焊焊材為H0Cr20Ni10Ti/φ4+SJ601
2010-01-26 15:45:5412 E4303、E4313電焊條是我國焊接材料中的主導產品,占焊條生產總量的80%左右。近年來,電焊條行業均在尋求少用或不用鈦白粉或減用金紅石等價高原料以降低生產成本的途徑,海泡石
2010-02-01 14:15:3712 本文詳細分析了不銹鋼等離子弧(PA)-鎢極氬弧(GTA)雙面弧焊(DSAW)的工藝特點,該工藝可以增加熔深,減小焊后熱變形,尤其適用于中厚板的焊接。與常規電弧相比,雙面弧焊過程中的
2010-02-01 15:59:2311 對于普通結構鋼,通常要求焊縫金屬與母材等強度,應選用抗拉強度等于或稍高于母材的焊條
2010-02-01 16:08:4825 一、焊條型號
二、焊條種類
三、選用焊條的基本原則
四、異種鋼焊接時焊條選用要點
2010-09-10 16:33:4845 電弧焊引弧電路 本裝置最大輸入小于100W,采用弱電流引弧技術,能迅速自
2006-04-16 23:17:42 9012
9012 
交流電弧焊機的內部結構圖
2008-05-26 22:07:3118895 
管材的分類1)按生產方法分類(1)無縫管? ? 熱軋管、冷軋管、冷拔管、擠壓管、頂管(2)焊管(a)按工藝分? ? 電弧焊管、電阻焊管(高頻、低
2008-12-24 12:20:271416 教你如何讓焊條節能的方法 (含電路圖)1 焊條使用中的問題
焊條是生產中使用最多的焊接材料,通常,焊條熔
2009-03-30 14:00:111493 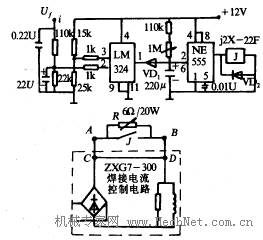
本文簡介了纖維素焊條的藥皮成分及其對電弧物理特性的影響, 分析了纖維素焊條熔滴過渡方式, 提出了纖維素對弧焊電源的靜外特性要求及保證小電流焊接時電弧穩定的具體措施上方法
2011-05-23 16:45:150 GBT8118-95電弧焊機通用技術條件
2017-01-08 15:41:291 GBT8118-2010 電弧焊機通用技術條件
2017-01-08 15:41:295 電焊是焊條電弧的俗稱。利用焊條通過電弧高溫融化金屬部件需要連接的地方而實現的一種焊接操作。
2017-12-13 15:46:26496569 本文開始介紹了什么是電弧和電弧的組成部分。其次介紹了電弧的分類,最后闡述了電弧發生的條件及分析了電弧打火機能否電死人。
2018-02-06 09:36:4152899 本文開始介紹了電弧的產生與電弧的主要特性,其次介紹了電弧的組成及電弧的危害,最后介紹了電弧消除的方法。
2018-02-06 09:49:1034760 本文開始分析了電弧打火機優缺點,其次分析了電弧打火機好還是電熱絲打火機好,最后介紹了電弧打火機危害和電弧打火機的點燃效果。
2018-02-06 10:18:09137339 本文介紹了電弧產生現象原因及特點,其次詳細的介紹了電弧的形成原因,最后介紹了電弧產生原理圖及電弧熄滅的方法進行了介紹。
2018-02-06 10:34:0192065 
本文主要介紹的是電弧,首先介紹了電弧產生的原因及原理圖,其次介紹了電弧特點及用途、特性,最后闡述了電弧產生的危害及滅弧措施,具體的跟隨小編一起來了解一下吧。
2018-05-10 16:59:5944058 
電弧焊,利用電弧熱量熔化工件來實現連接。電弧焊是常用的一類焊接方法,有兩種基本類型,一種是熔化極電弧,電極被電弧熱量所熔化,熔化的電極金屬穿過電弧過渡到熔池中。另一種是非熔化極電弧,電極不熔化,填充金屬需要單獨添加到熔池中。
2019-05-01 09:28:005039 為獲得良好的焊縫成形,焊條需要不斷地運動。焊條的運動稱為運條。運條是電焊工操作技術水平的具體表現。焊縫質量優劣、焊縫成形的良好與否,與運條有直接關系。
2019-07-02 15:29:5620796 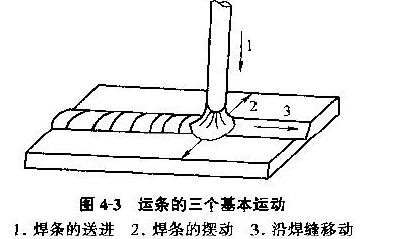
在手工電弧焊中,熄弧是不可避免的,熄弧不好時,形成很淺的熔池,焊縫金屬的密度和強度較差,因此最易形成裂紋,氣孔和夾渣等缺陷。
2019-07-02 15:52:024819 電弧堆焊是目前一種主要的堆焊方法。它利用焊條或電極熔敷在基材表面進行堆焊。采用的是量大面廣的焊條電焊機,設備簡單、移動靈活、成本低,幾乎所有的實芯和藥芯焊條均能用,應用廣泛。
2019-07-02 16:15:0210535 焊接電源是指CO2氣體保護焊的電源,采用平特性或緩降外特性,空載電壓為38~70V。電弧自調節作用強,短路電流大,引弧容易,不粘絲。操作時會感到電弧平靜、柔軟、富有彈性、飛濺小。
2019-07-02 16:41:226707 焊條直徑的選擇主要取決于焊件厚度、接頭形式、焊縫位置和焊接層次等因素。在一般情況下,可根據表6-4按焊件厚度選擇焊條直徑,并傾向于選擇較大直徑的焊條。另外,在平焊時,直徑可大一些;立焊時,所用焊條
2019-07-02 16:51:1235239 對接立焊除了要控制熔化金屬不下淌外,還要求焊縫保持平直。因此,常采用小直徑焊條和較小的焊接電流,并采用短弧焊接法。
2019-07-02 17:14:514406 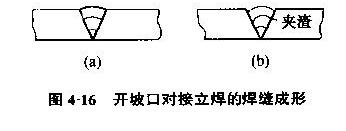
手工電弧焊屬于焊接方法中熔化焊的一種,是將兩個分離的金屬,在接頭處局部加熱或加壓,或者加熱時同時又加壓、熔化、冷卻后凝固成一個牢固的整體。它是利用電弧熱局部熔化焊件和焊條以形成焊縫的一種手工操作焊接方法。電焊機是手工電弧焊的主要設備,是產生焊接電弧的電源,常用的電焊機有交流弧焊機和直流弧焊機兩類。
2019-07-04 14:33:4211457 焊條選用不當。電流太低。焊接速度太快溫度上升不夠,又進行速度太慢電弧沖力被焊渣所阻擋,不能給予母材。焊縫設計及組合不正確。
2019-07-04 14:39:407203 使焊條與焊件表面垂直地接觸,當焊條的末端與焊件的表面輕輕一碰,便迅速提起焊條并保持一定的距離,立即引燃了電弧。操作時焊工必須掌握好手腕上下動作的時間和距離。
2019-07-04 14:42:1914061 設備簡單,價格便宜,維護方便。焊接操作時不需要復雜的輔助設備,只需要配備簡單的輔助工具,方便攜帶。
2019-07-04 14:45:1824345 手工電弧操作保同必須進行安全技術培訓,考試合格并取得操作證后,方可獨立作業。
2019-07-04 14:47:1410142 引弧是焊條電弧焊的基本操作之一,尤其在定位焊中,使用引弧更為頻繁。
2019-11-18 10:55:3925957 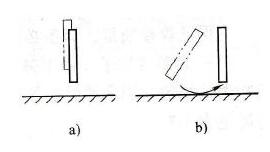
液態金屬因自重下墜滴落,不易控制熔池形狀和大小,會造成未焊透和凹陷,宜采用較小直徑的焊條和小焊接電流并采用最短的電弧焊接。
2019-11-20 15:12:138271 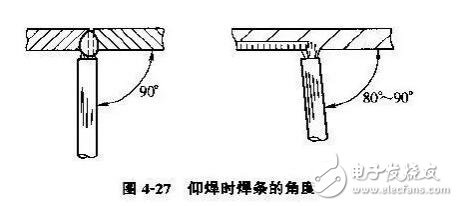
堿性焊條 焊接的焊縫機械性能良好,特別是沖擊韌性比較高,主 要用于重要結構的焊接。氟化物粉塵有害,應加強現場的通 風排氣,以改善勞動條件。典型的堿性焊條有J507。
2019-12-05 11:37:5812091 電弧焊接溫度可達3600-6000℃,在焊接時、電弧焊接溫度可達3600-6000℃有大量火花高溫焊渣飛濺;焊件經過焊接,溫度也很高。
2019-12-08 11:20:405090 成本低焊條電弧焊使用具有下降外特性的弧焊電源及一些簡單工具,設備結構簡單,便于現場維護、保養和維修;設備輕,便于移動;設備使用、安裝方便,操作簡單;投資少,成本低。
2019-12-27 11:03:3111763 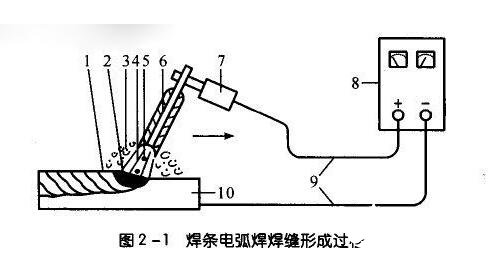
焊機的電源線必須有足夠的導電截面積和良好的絕緣,且不宜過長。鐵殼開關的外殼和焊機的接地線均要有足夠的截面積。
2019-12-27 11:07:289318 焊條電弧焊是通過焊條引發電弧,用電弧熱來熔化焊件而實現焊接的一種熔焊方法,它是目前應用最多、最普遍的焊接方法。
2019-12-27 11:14:3613369 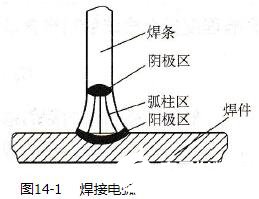
焊件坡口及其待焊區域的鐵銹、油污或其它污物若清理不干凈,在焊接時會產生大量的氣體,而使焊縫產生氣孔。所以焊接時必須嚴格清理焊件坡口及其待焊區域的金屬表面。
2019-12-27 11:25:466320 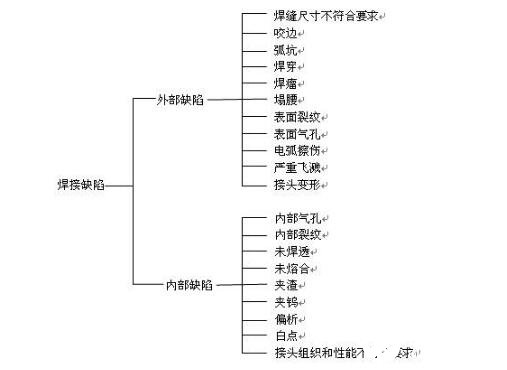
手工電弧焊,電弧溫度在6000~8000℃左右,熔滴平均溫度達到2000℃,溶池平均溫度達到1750℃。
2019-12-27 14:32:1358348 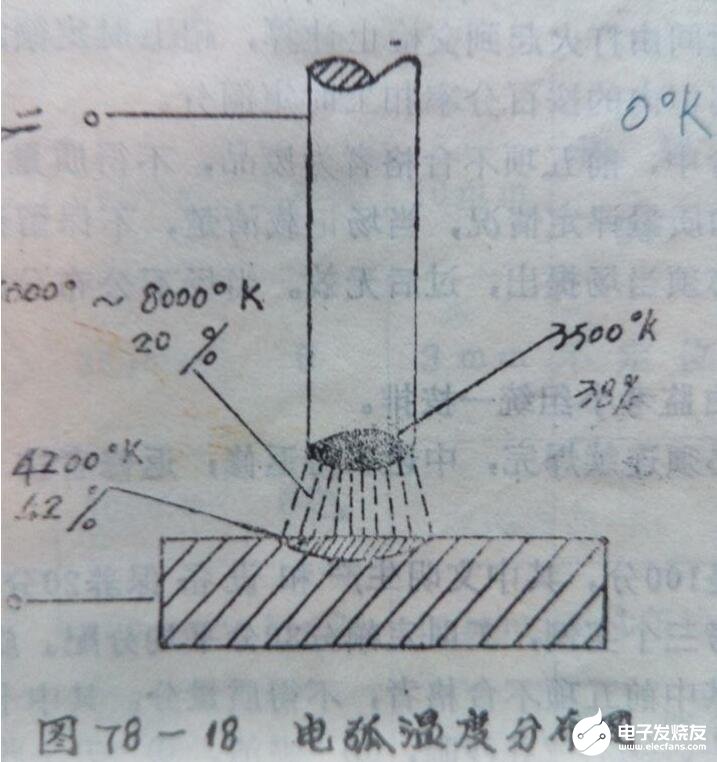
直流電弧焊或電弧切割時,電源輸出端有固定的正極和負極。焊件接電源正極、電極接電源負極的接線法,叫正接;焊件接電源負極、電極接電源正極的接線法,稱為反接。
2019-12-27 14:37:177509 引弧即產生電弧。焊條電弧焊是采用低電壓、大電流放電產生電弧,依靠電焊條瞬時接觸工件實現。引弧時必須將焊條末端與焊件表面接觸形成短路,然后迅速將焊條向上提起2~4mm的距離,此時電弧即引燃。
2019-12-28 06:28:0022031 電焊機對焊接所需熱量供以電能,是焊接適宜電氣特性的電源裝置,如弧焊電源、電渣焊變壓器等稱為焊接電源。焊接電源針對不同的焊接方法要具有一定的外特性。如焊條電弧焊、鎢極氬弧焊和碳弧氣刨電源的外特性是下降
2020-03-15 15:33:008388 本文主要闡述了電弧焊的種類及電弧焊和氬弧焊的區別。
2020-08-27 10:45:2027115 電弧焊的原理是利用電弧放電(俗稱電弧燃燒)所產生的熱量將焊條與工件互相熔化并在冷凝后形成焊縫,從而獲得牢固接頭的焊接過程。
2020-08-27 11:03:2010426 焊條是在金屬焊芯外將涂料(藥皮)均勻、向心地壓涂在焊芯上。焊芯即焊條的金屬芯,為了保證焊縫的質量與性能,對焊芯中各金屬元素的含量都有嚴格的規定,特別是對有害雜質(如硫、磷等)的含量,應有嚴格的限制,優于母材。焊條由焊芯及藥皮兩部分構成。其種類不同,焊芯也不同。
2021-01-14 15:54:3723020 焊條的選用須在確保焊接結構安全、可行使用的前提下,根據被焊材料的化學成分、力學性能、板厚及接頭形式、焊接結構特點、受力狀態、結構使用條件對焊縫性能的要求、焊接施工條件和技術經濟效益等綜合考查后,有針對性地選用焊條,必要時還需進行焊接性試驗。
2021-01-14 16:03:118777 1、電弧焊補電弧焊補是應用汽體充放電發病的電孤實際效果熱原,(重力澆鑄機)使焊條金屬材料和鑄造件缺陷部位的板材原材料溶化并聯系在一起的鑄造件焊補方式。該法高性價比,焊條可根據鑄造件原料和焊接標準挑選
2021-02-20 10:55:471064 電子發燒友網為你提供機械制造工藝介紹--焊條電弧焊資料下載的電子資料下載,更有其他相關的電路圖、源代碼、課件教程、中文資料、英文資料、參考設計、用戶指南、解決方案等資料,希望可以幫助到廣大的電子工程師們。
2021-04-29 08:48:3711 電弧焊是通過電弧對焊接工件的局部加熱,使連接處的金屬融化,再加入填充金屬而結合的方法。電焊機為電弧提供電源,分為交流電焊機和直流電焊機兩類。應用比較普遍的是交流電焊機。
2021-05-15 17:26:3914528 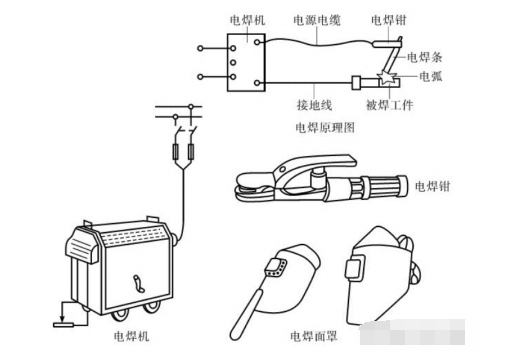
基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解(長城電源技術有限公司上市)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計講解總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:38:475 基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計(電源技術偏執狂多少錢)-該文檔為基于ARM微控制器的CO-2電弧焊全數字化逆變電源設計總結文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,,,
2021-09-22 15:45:1912 藥芯焊絲電弧焊是利用藥芯焊絲與工件之間的電弧進行加熱的一種焊接方法,英文名稱的簡寫為FCAW。在電弧熱量的作用下,焊絲金屬及工件被連接部位發生熔化,形成熔池,電弧前移后熔池尾部結晶形成焊縫。
2022-12-22 11:10:153092 一篇文章幫你搞懂焊接技術,根據焊接過程中加熱程度和工藝特點的不同,焊接方法可以分為熔焊、壓焊和釬焊三大類;焊接技術有手弧焊、埋弧焊、鎢極氣體保護電弧焊GIF、熔化極氣體保護電弧焊(GMAG)等。
2023-02-08 11:04:061391 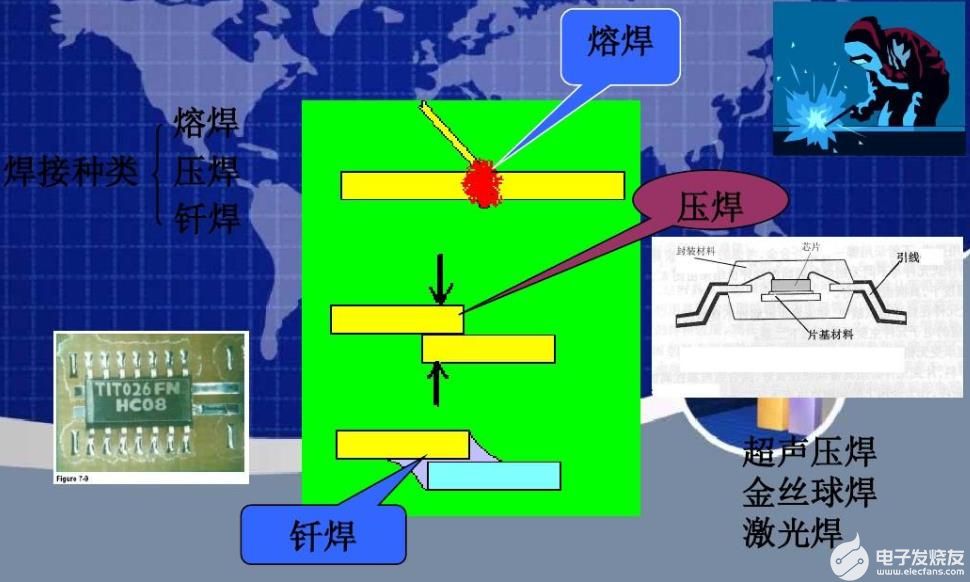
焊條電弧焊的基本原理:焊條電弧焊通常用英文簡稱SMAW表示。�焊條電弧焊是用手工操縱焊條進行焊接的電弧焊方法。 �焊條電弧焊的過程如圖所示:�氣——渣聯合保護的熔化焊。
2023-06-02 16:53:260 本講內容
一、電弧焊工藝常識
二、焊條電弧焊
三、特種焊接工藝方法
四、金屬材料的焊接性
五、焊接結構設計
六、連接技術
2023-06-02 16:52:380 根據形式不同,激光焊接可分為激光填絲焊、激光自熔焊、激光電弧復合焊等,其中激光電弧復合焊是一種新型、高效、優質、節能的激光焊接工藝。激光電弧復合焊(HLAW)是以激光和電弧作為雙重熱源,形成激光引導
2023-05-16 10:07:44666 
電弧離子鍍是一種高能沉積工藝。基體為陽極,電弧靶為陰極。基于陰極真空電弧放電原理進行鍍膜。
2023-08-17 10:31:16680 焊接。電焊機主要由電源、控制器和焊接頭組成,其中電源提供高電壓、大電流的電能,控制器負責控制電源的通斷和調節焊接參數,焊接頭則將電能轉化為熱能,實現金屬的熔化和焊接。?? 電焊機按工作原理可分為電弧焊機、氟弧
2023-09-06 09:12:39464 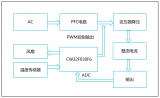
1、焊條電弧焊焊條電弧焊是焊工掌握的最基本的技能之一,如果技能掌握不到位,焊接的焊縫會存在各種各樣的缺陷。2、埋弧焊埋弧焊是利用電弧作為熱源的焊接方法。由于埋弧焊熔深大,生產率焊接質量好:因為
2023-10-14 08:07:55819 按焊絲分類可分為實芯焊絲焊接和藥芯焊絲焊接。用實芯焊絲的惰性氣體(Ar或He)保護電弧焊法稱為熔化極惰性氣體保護焊,簡稱MIG焊(Metal Inert Gas Arc Welding);用實芯焊絲的富氬混合氣體保護電弧焊,簡稱MAG焊(Metal Active Gas Arc Welding)。
2023-11-21 14:56:30490 
涉及到高溫、高能量的放電現象,常見于電力系統、焊接工藝及高壓設備的運作中。 要理解電弧放電,首先需要了解電弧的形成條件和特性。電弧產生的基本條件是電極之間存在足夠的電壓,以克服氣體或介質的擊穿電壓。當電壓達到閾
2023-11-23 10:33:14834 用于電弧焊和切割等工業應用中。下面是低壓電弧的一些主要特點: 穩定性:低壓電弧相對穩定,可以在較長的時間內保持持續工作狀態。這使得它非常適合需要連續工作的應用,如焊接。 溫度控制:低壓電弧通常溫度較低,可以通過控制電流來實現
2024-02-27 11:03:01233 分為以下幾種類型:手持電弧焊、保護氣體電弧焊、熔化極氣體保護電弧焊、鎢極惰性氣體焊、激光電弧焊等。本文將對每種電弧焊進行詳細解釋,并討論其適用范圍、工藝特點和優缺點。 手持電弧焊 手持電弧焊是最簡單和常見的電
2024-02-27 11:09:09357 焊接電弧根據提供的電源特點不同可分為以下幾類: 直流電弧焊(DC):直流電弧焊是使用直流電源進行焊接的一種方法。直流電弧焊可以細分為直流電弧熔化焊(Direct Current Arc
2024-02-27 11:16:46143 焊接電弧是通過電流引起的高溫電弧進行焊接的一種技術。它是現代焊接工藝中最常用的方法之一,可以用于許多不同類型的金屬焊接,例如鋼鐵、鋁、鎳合金等。焊接電弧的產生和作用涉及到電流、電弧溫度、可熔焊條
2024-02-27 11:24:57276
 電子發燒友App
電子發燒友App
















 工商網監
工商網監
評論