 電子發(fā)燒友App
電子發(fā)燒友App


?引言
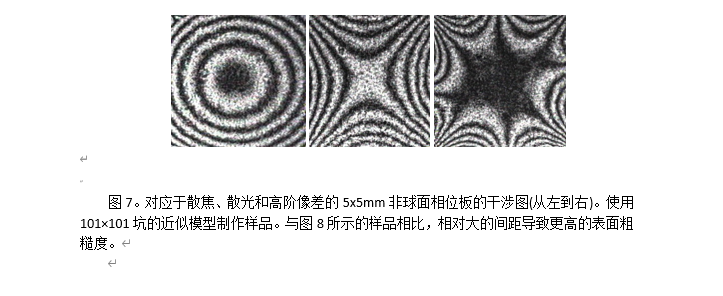
我們報(bào)道了利用KOH水溶液中硅的各向異性腐蝕,用單掩模工藝進(jìn)行連續(xù)非球面光學(xué)表面的微加工。使用這種工藝制造了具有幾毫米量級(jí)的橫向尺度和幾微米量級(jí)的輪廓深度的精確的任意非球面。我們討論了決定成形零件精度和最終表面質(zhì)量的因素。我們演示了1毫米和5毫米的復(fù)制非球面相位板,再現(xiàn)散焦,傾斜,散光和高階像差。該技術(shù)具有連續(xù)生產(chǎn)反射和折射任意非球面微光學(xué)元件的潛力。
介紹
非球面微光學(xué)元件用于光通信以將光耦合到光纖,用于光存儲(chǔ)拾取器[1],用于波前傳感器,用于半導(dǎo)體激光器的光束形成光學(xué)器件和顯示應(yīng)用。
非球面的微加工是一項(xiàng)重要的任務(wù)。由于元件尺寸小,傳統(tǒng)方法如研磨和拋光不適用。
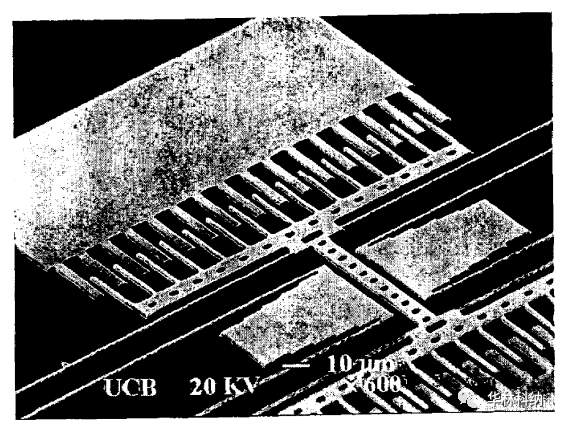
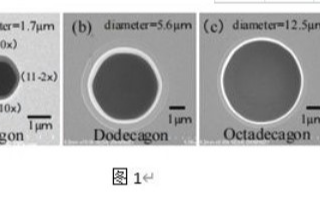
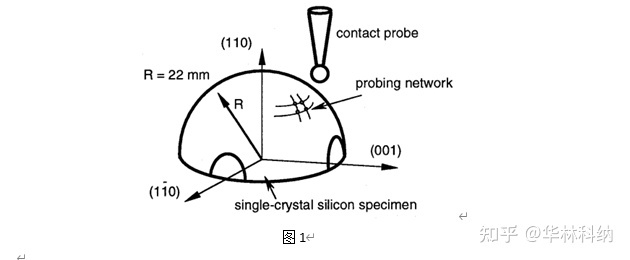
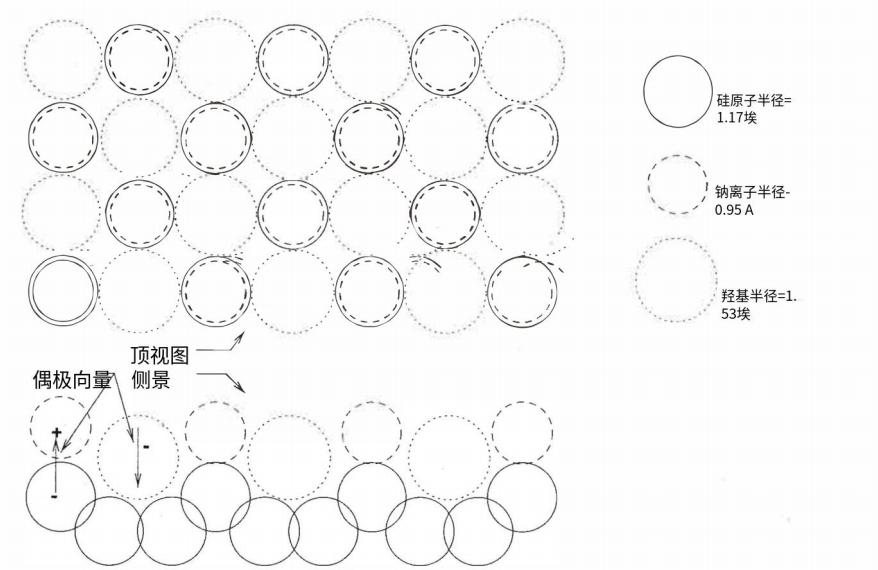
球形凹陷的各向異性蝕刻
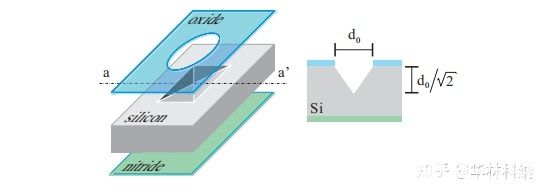
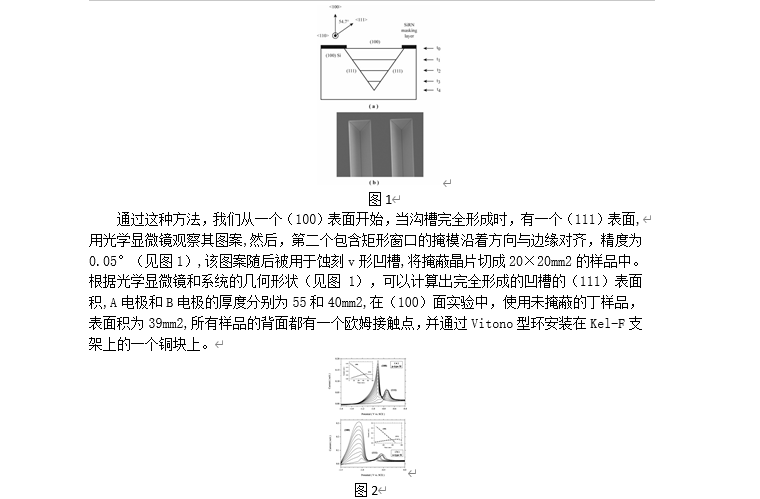
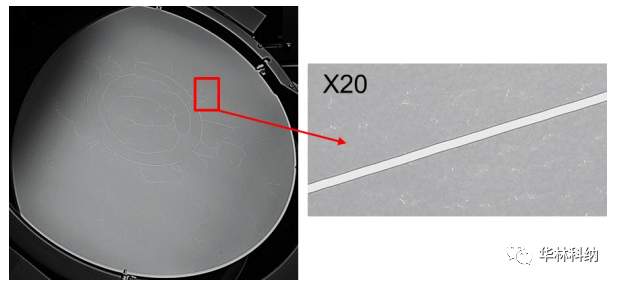
圖1。通過圓形掩模的<100>硅片的各向異性蝕刻
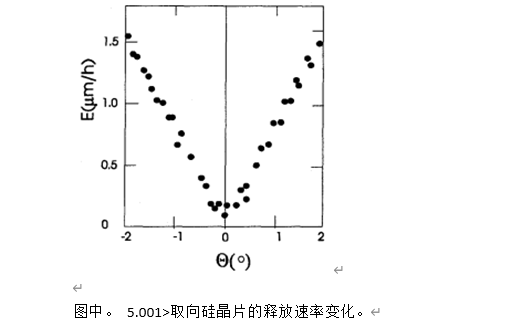
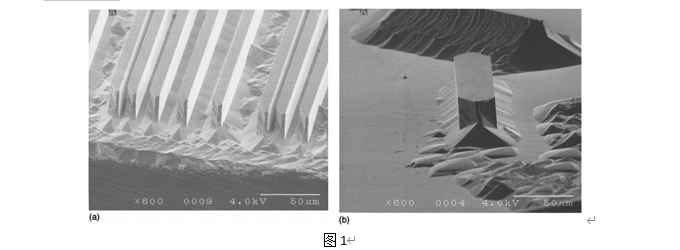
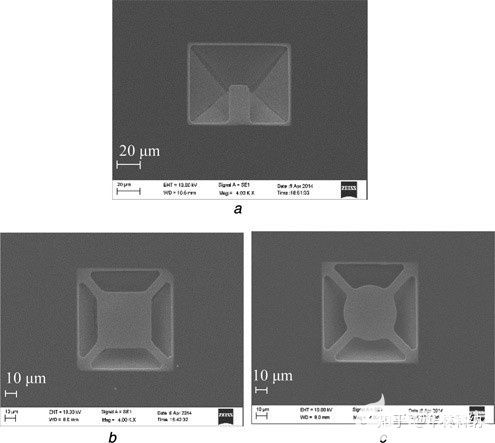
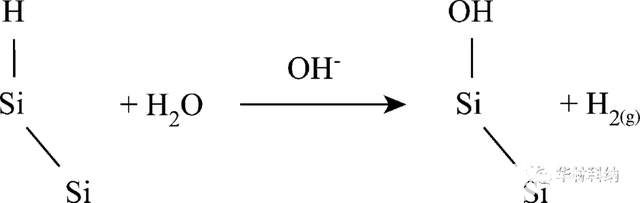
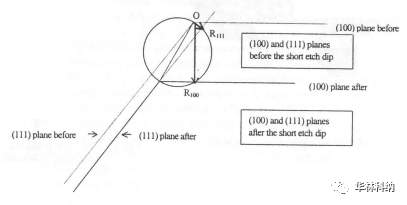
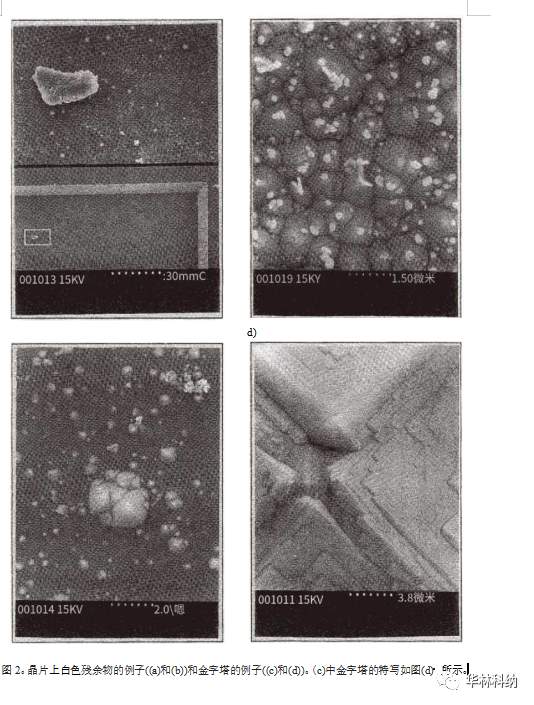
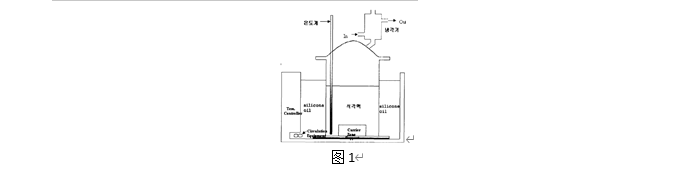
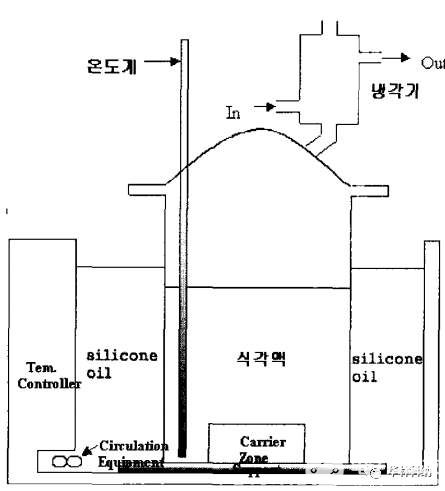
圖2說明了這個(gè)過程。去除氧化物掩模,隨后將樣品浸入蝕刻劑溶液中,有利于蝕刻(411)平面,其蝕刻速率大于(111)平面。(411)側(cè)壁最終達(dá)到一個(gè)深度,其中形成了另一個(gè)倒金字塔,其深度相對(duì)于<100>Si頂面,決定了隨后形成的圓形輪廓的矢狀面。
其中θ是新棱錐的刻面和頂面之間的角度(平面(411)和(100)之間的θ = 19.47度),m是這兩個(gè)平面之間的蝕刻比,即m = R<114>/R<100 >,其中R(pqr)表示對(duì)于給定的KOH濃度,平面的蝕刻速率< pqr >。
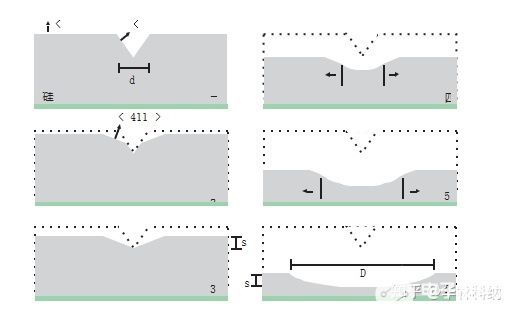
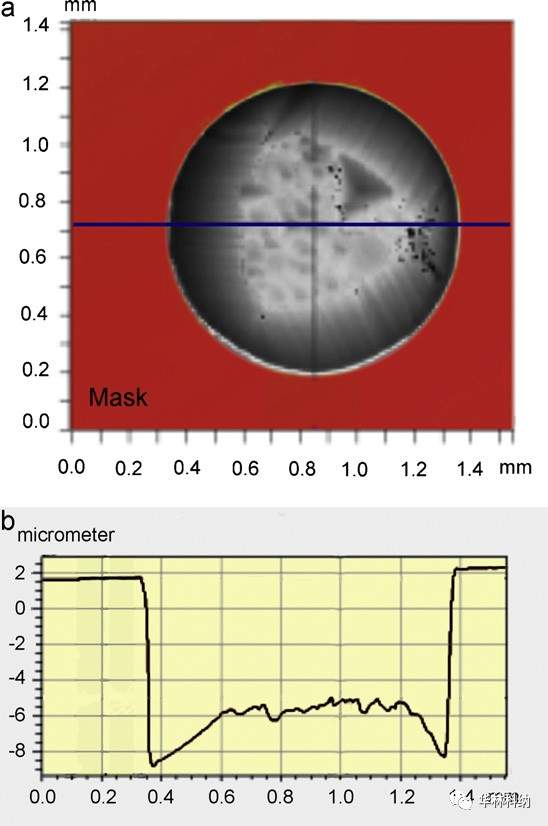
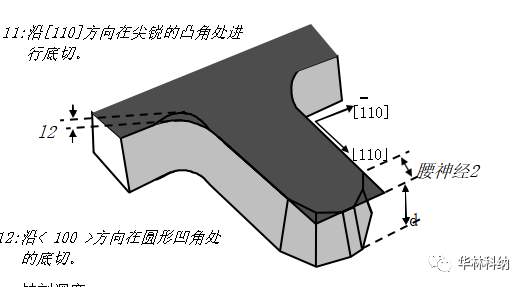
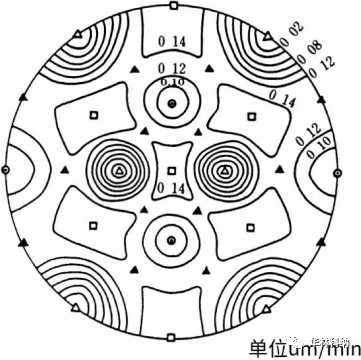
進(jìn)一步的蝕刻在凹陷的底部產(chǎn)生圓形表面,這可能是n11平面的更快蝕刻的結(jié)果,n11平面連續(xù)地相互超越。在此過程中,剩余的(411)晶面繼續(xù)橫向移動(dòng),直到它們最終消失,同時(shí)球形截面的直徑增加。當(dāng)頂部硅表面已經(jīng)被蝕刻到深度h時(shí),球形凹陷的直徑D由經(jīng)驗(yàn)公式(2)給出。
?
圖二。用KOH無掩模蝕刻金字塔形凹坑產(chǎn)生圓形輪廓。
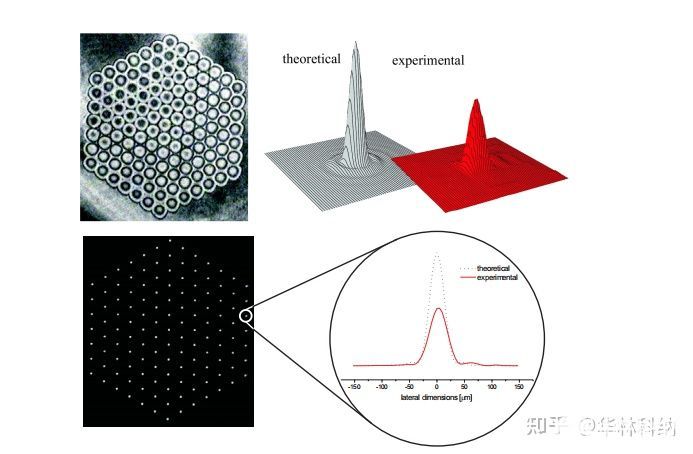
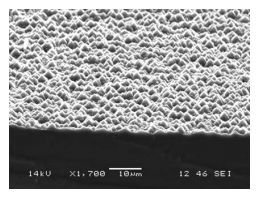
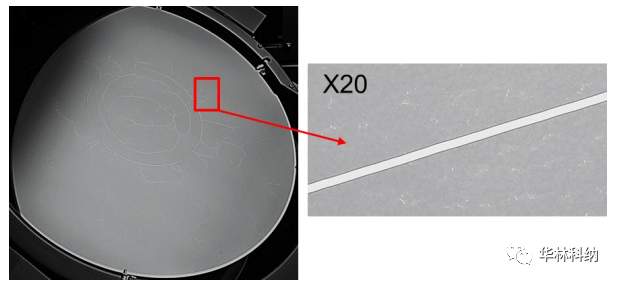
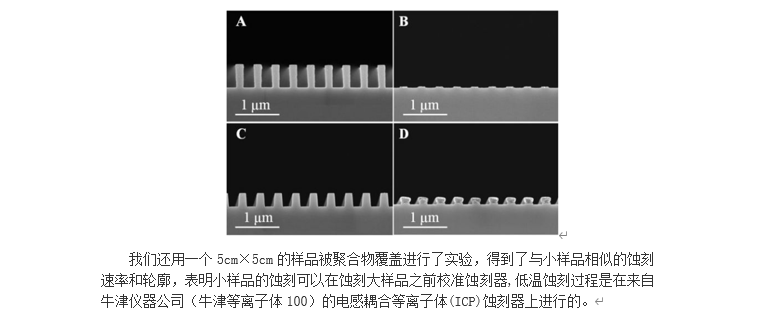
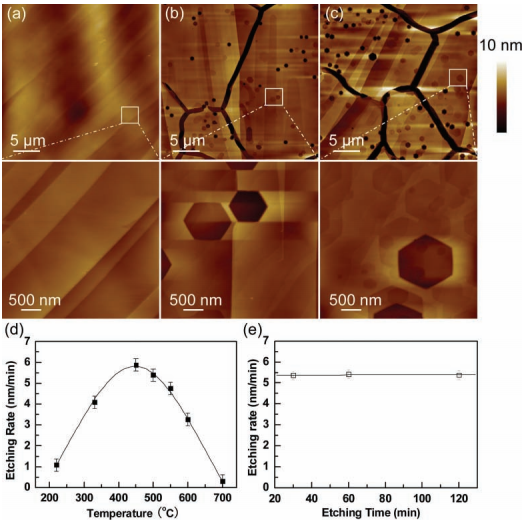
對(duì)蝕刻陣列中的不同微鏡測(cè)量的rms表面粗糙度在15和25 nm之間的范圍內(nèi)。由折射率為n的復(fù)制光學(xué)部件中的這種粗糙度引起的波前變形小1/(n-1)倍,在8和13 nm之間的范圍內(nèi)(對(duì)于n = 1.5),這對(duì)于可見光是可接受的。
微結(jié)構(gòu)的歸一化焦距由下式給出:















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論