 電子發燒友App
電子發燒友App


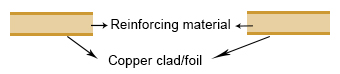
覆銅箔層壓板是加工制作PCB的基板,是材料使用量最大、最重要的種類,覆箔板的制造過程是把玻璃纖維布、玻璃纖維氈、紙等增強材料浸漬環氧樹脂、酚醛樹脂等粘合劑,在適當溫度下烘干至一階段,得到預浸漬材料(簡稱浸膠料),然后將它們按工藝要求和銅箔疊層,在層壓機上經加熱加壓得到所需要的覆銅箔層壓板。
覆銅箔層壓板在PCB板中除了用作支撐各種元器件外,并能實現它們之間的電氣連接或電絕緣。
一、覆銅箔層壓板分類
覆銅箔層壓板由銅箔、增強材料、粘合劑三部分組成。板材通常按增強材料類別和粘合劑類別或板材特性分類。
1、按增強材料分類
覆銅箔層壓板最常用的增強材料為無堿(堿金屬氧化物含量不超過0.5%)玻璃纖維制品(如玻璃布、玻璃氈)或紙(如木漿紙、漂白木漿紙、棉絨紙)等。因此,覆銅箔層壓板可分為玻璃布基和紙基兩大類。
2、按粘合劑類型分類
覆箔板所用粘合劑主要有酚醛、環氧、聚酯、聚酰亞胺、聚四氟乙烯樹脂等,因此,覆箔板也相應分成酚醛型、環氧型、聚酯型、聚酰亞胺型、聚四氟乙烯型覆箔板。
3、按基材特性及用途分類
根據基材在火焰中及離開火源以后的燃燒程度可分為通用型和自熄型;根據基材彎曲程度可分為剛性和撓性覆箔板;根據基材的工作溫度和工作環境條件可分為耐熱型、抗輻射型、高頻用覆箔板等。此外,還有在特殊場合使用的覆箔板,例如預制內層覆箔板、金屬基覆箔板以及根據箔材種類可分為銅箔、鎳箔、銀箔、鋁箔、康銅箔、鈹銅箔覆箔板。
4、常用覆箔板型號
按GB4721-1984規定,覆銅箔層壓板一般由五個英文字母組合表示:第一個字母C表示覆的銅箔,第二、三兩個字母表示基材選用的粘合劑樹脂。例如:PE表示酚醛;EP表示環氧;uP表示不飽和聚酯;SI表示有機硅;TF表示聚四氟乙烯;PI表示聚酰亞胺。第四、五個字母表示基材選用的增強材料。例如:CP表示纖維素纖維紙;GC表示無堿玻璃纖維布;GM表示無堿玻璃纖維氈。
如覆箔板的基材內芯以纖維紙、纖維素為增強材料,兩面貼附無堿玻璃布者,可在CP之后加G。
型號中橫線右面的兩位數字,表示同一類型而不同性能的產品編號。例如覆銅箔酚醛紙層壓板編號為O1~20,覆銅箔環氧紙層壓板編號為21~30;覆銅箔環氧玻璃布層壓板編號為31~40。
如在產品編號后加有字母F的,則表示該覆箔板是自熄性的。
二、覆銅箔層壓板制造方法
覆銅箔層壓板的制造主要有樹脂溶液配制、增強材料浸膠和壓制成型三個步驟。
1、制造覆銅箔層壓板的主要原材料
制造覆銅板的主要原材料為樹脂、紙、玻璃布、銅箔。
(1)樹脂
覆銅箔層壓板用的樹脂有酚醛、環氧、聚酯、聚酰亞胺等。其中以酚醛樹脂和環氧樹脂用量最大。
酚醛樹脂是酚類和醛類在酸性介質或堿性介質中縮聚而成的一類樹脂。其中,以苯酚和甲醛在堿性介質中縮聚的樹脂是紙基覆箔板的主要原材料。在紙基覆箔板制造中,為了得到各種性能優良的板材,往往需要對酚醛樹脂進行各種改性,并嚴格控制樹脂的游離酚和揮發物含量,以保證板材在熱沖擊下不分層、不起泡。
環氧樹脂是玻璃布基覆箔板的主要原材料,它具有優異的粘結性能和電氣、物理性能。比較常用的有E-20型、E-44型、E-51型及自熄性E-20、E-25型。為了提高覆箔板基材的透明度,以便在印制板生產中檢查圖形缺陷,要求環氧樹脂應有較淺色澤。
(2)浸漬紙
常用的浸漬紙有棉絨紙、木漿紙和漂白木漿紙。棉絨紙是用纖維較短的棉纖維制成,其特點是樹脂的浸透性較好,制得板材的沖裁性和電性能也較好。木漿紙主要由木纖維制成,一般較棉絨紙價格低,而機械強度較高,使用漂白木漿紙可提高板材外觀。
為了提高板材性能,浸漬紙的厚度偏差、標重、斷裂強度和吸水性等指標需要得到保證。
(3)無堿玻璃布
無堿玻璃布是玻璃布基覆箔板的增強材料,對于特殊的高頻用途,可使用石英玻璃布。
對無堿玻璃布的含堿量(以Na20表示),IEC標準規定不超過1%,JIS標準R3413-1978規定不超過0.8%,前蘇聯TOCT5937-68標準規定不大于0.5%,我國建工部標準JC-170-80規定不大于0.5%。
為了適應通用型、薄型及多層印制板的需要,國外覆箔板用的玻璃布型號已系列化。其厚度范圍為0.025~0.234mm。專門需要的玻璃布又都用偶聯進行后處理。為了提高環氧玻璃布基覆箔板的機械加工性能及降低板材成本,近年來又發展了無紡玻璃纖維(亦稱玻璃氈)。
(4)銅箔
覆箔板的箔材可用銅、鎳、鋁等多種金屬箔。但從金屬箔的導電率、可焊性、延伸率、對基材的粘附能力及價格等因素出發,除特種用途外,以銅箔最為合適。
銅箔可分壓延銅箔和電解銅箔,壓延銅箔主要用在撓性印制電路及其他一些特殊用途上。在覆箔板生產上,大量應用的是電解銅箔。對銅的純度,IEC-249-34和我國標準都規定不得低于99.8%。
當前,國內印制板用銅箔厚度多為35um,50um的銅箔作為過渡產品,在高精度的孔金屬化雙面或多層板制造中,希望采用比35um更薄的銅箔,如18um、9um和5um。有些多層板內層覆箔板采用較厚的銅箔,如70um。
為了提高銅箔對基材的粘合強度,通常使用氧化銅箔(即經氧化處理,使銅箔表面生成一層氧化銅或氧化亞銅,由于極性作用,提高了銅箔和基材的粘合強度)或粗化銅箔(采用電化學方法使銅箔表面生成一層粗化層,增加了銅箔表面積,因粗化層對基材的拋錨效應而提高了銅箔和基材的粘合強度)。為了避免因銅氧化物粉末脫落而移到基材上去,銅箔表面的處理方法也不斷改進。例如,TW型銅箔是在銅箔粗化面上鍍一薄層鋅,這時銅箔表面呈灰色;TC型銅箔是在銅箔粗化面上鍍上一薄層銅鋅合金,這時銅箔表面呈金黃色。經過特殊處理,銅箔的抗熱變色性、抗氧化性及在印制板制造中的耐氰化物能力都相應提高。
銅箔的表面應光潔,不得有明顯的皺折、氧化斑、劃痕、麻點、凹坑和玷污。305g/m2及以上銅箔的孔隙率要求在300ram×300mm面積內滲透點不超過8個;在0.5m2面積上銅箔的孔隙總面積不超過直徑為0.125mm的圓面積。305g/m2以下銅箔的孔隙率和孔尺寸由供需雙方商定。銅箔的單位面積重量及厚度應符合表2.1規定。
1e
銅箔在投入使用前,必要時取樣作壓制試驗。壓制試驗可顯示出它的抗剝強度和一般表面質量。
2、覆銅箔層壓板制造工藝
覆銅箔層壓板生產工藝流程如下:
樹脂合成與膠液配制-增強材料浸膠與烘干-浸膠料剪切與檢驗-浸膠料與銅箔疊層-熱壓成型-裁剪-檢驗包裝。
樹脂溶液的合成與配制都是在反應釜中進行的。紙基覆箔板用的酚醛樹脂大多是由覆箔板廠合成。
玻璃布基覆箔板的生產是將原料廠提供的環氧樹脂與固化劑混合溶解于丙酮或二甲基甲酰胺、乙二醇甲醚中,經過攪拌使其成為均勻的樹脂溶液。樹脂溶液經熟化8~24h后就可用于浸膠。
浸膠是在浸膠機上進行的。浸膠機分臥式和立式兩種。臥式浸膠主要用于浸漬紙,立式浸膠機主要用于浸漬強度較高的玻璃布。浸漬樹脂液的紙或玻璃布主,經過擠膠輥進入烘道烘干后,剪切成一定的尺寸,經檢驗合格后備用。
根據產品設計要求,把銅箔和經過浸膠烘干的紙或玻璃布配成疊層,放進有脫模薄膜或有脫模劑的兩塊不銹鋼板中間,疊層連同鋼板一起放到液壓機中進行壓制。
合格的覆箔板應進行包裝。每兩張雙面覆箔板間應墊一層低含硫量隔離紙,然后裝進聚乙烯塑料袋內或包上防潮紙。
覆箔板在運輸和儲存過程中,應離地平放并防止雨淋、高溫日光照射及機械損傷。覆箔板庫房溫度不超過35℃,相對濕度不大于75%,無腐蝕性氣體存在。覆箔板的儲存期由出庫日期算起為5年,超過期限按技術要求檢驗,合格者仍可使用。
覆銅箔層壓板在PCB板中除了用作支撐各種元器件外,并能實現它們之間的電氣連接或電絕緣。
一、覆銅箔層壓板分類
覆銅箔層壓板由銅箔、增強材料、粘合劑三部分組成。板材通常按增強材料類別和粘合劑類別或板材特性分類。
1、按增強材料分類
覆銅箔層壓板最常用的增強材料為無堿(堿金屬氧化物含量不超過0.5%)玻璃纖維制品(如玻璃布、玻璃氈)或紙(如木漿紙、漂白木漿紙、棉絨紙)等。因此,覆銅箔層壓板可分為玻璃布基和紙基兩大類。
2、按粘合劑類型分類
覆箔板所用粘合劑主要有酚醛、環氧、聚酯、聚酰亞胺、聚四氟乙烯樹脂等,因此,覆箔板也相應分成酚醛型、環氧型、聚酯型、聚酰亞胺型、聚四氟乙烯型覆箔板。
3、按基材特性及用途分類
根據基材在火焰中及離開火源以后的燃燒程度可分為通用型和自熄型;根據基材彎曲程度可分為剛性和撓性覆箔板;根據基材的工作溫度和工作環境條件可分為耐熱型、抗輻射型、高頻用覆箔板等。此外,還有在特殊場合使用的覆箔板,例如預制內層覆箔板、金屬基覆箔板以及根據箔材種類可分為銅箔、鎳箔、銀箔、鋁箔、康銅箔、鈹銅箔覆箔板。
4、常用覆箔板型號
按GB4721-1984規定,覆銅箔層壓板一般由五個英文字母組合表示:第一個字母C表示覆的銅箔,第二、三兩個字母表示基材選用的粘合劑樹脂。例如:PE表示酚醛;EP表示環氧;uP表示不飽和聚酯;SI表示有機硅;TF表示聚四氟乙烯;PI表示聚酰亞胺。第四、五個字母表示基材選用的增強材料。例如:CP表示纖維素纖維紙;GC表示無堿玻璃纖維布;GM表示無堿玻璃纖維氈。
如覆箔板的基材內芯以纖維紙、纖維素為增強材料,兩面貼附無堿玻璃布者,可在CP之后加G。
型號中橫線右面的兩位數字,表示同一類型而不同性能的產品編號。例如覆銅箔酚醛紙層壓板編號為O1~20,覆銅箔環氧紙層壓板編號為21~30;覆銅箔環氧玻璃布層壓板編號為31~40。
如在產品編號后加有字母F的,則表示該覆箔板是自熄性的。
二、覆銅箔層壓板制造方法
覆銅箔層壓板的制造主要有樹脂溶液配制、增強材料浸膠和壓制成型三個步驟。
1、制造覆銅箔層壓板的主要原材料
制造覆銅板的主要原材料為樹脂、紙、玻璃布、銅箔。
(1)樹脂
覆銅箔層壓板用的樹脂有酚醛、環氧、聚酯、聚酰亞胺等。其中以酚醛樹脂和環氧樹脂用量最大。
酚醛樹脂是酚類和醛類在酸性介質或堿性介質中縮聚而成的一類樹脂。其中,以苯酚和甲醛在堿性介質中縮聚的樹脂是紙基覆箔板的主要原材料。在紙基覆箔板制造中,為了得到各種性能優良的板材,往往需要對酚醛樹脂進行各種改性,并嚴格控制樹脂的游離酚和揮發物含量,以保證板材在熱沖擊下不分層、不起泡。
環氧樹脂是玻璃布基覆箔板的主要原材料,它具有優異的粘結性能和電氣、物理性能。比較常用的有E-20型、E-44型、E-51型及自熄性E-20、E-25型。為了提高覆箔板基材的透明度,以便在印制板生產中檢查圖形缺陷,要求環氧樹脂應有較淺色澤。
(2)浸漬紙
常用的浸漬紙有棉絨紙、木漿紙和漂白木漿紙。棉絨紙是用纖維較短的棉纖維制成,其特點是樹脂的浸透性較好,制得板材的沖裁性和電性能也較好。木漿紙主要由木纖維制成,一般較棉絨紙價格低,而機械強度較高,使用漂白木漿紙可提高板材外觀。
為了提高板材性能,浸漬紙的厚度偏差、標重、斷裂強度和吸水性等指標需要得到保證。
(3)無堿玻璃布
無堿玻璃布是玻璃布基覆箔板的增強材料,對于特殊的高頻用途,可使用石英玻璃布。
對無堿玻璃布的含堿量(以Na20表示),IEC標準規定不超過1%,JIS標準R3413-1978規定不超過0.8%,前蘇聯TOCT5937-68標準規定不大于0.5%,我國建工部標準JC-170-80規定不大于0.5%。
為了適應通用型、薄型及多層印制板的需要,國外覆箔板用的玻璃布型號已系列化。其厚度范圍為0.025~0.234mm。專門需要的玻璃布又都用偶聯進行后處理。為了提高環氧玻璃布基覆箔板的機械加工性能及降低板材成本,近年來又發展了無紡玻璃纖維(亦稱玻璃氈)。
(4)銅箔
覆箔板的箔材可用銅、鎳、鋁等多種金屬箔。但從金屬箔的導電率、可焊性、延伸率、對基材的粘附能力及價格等因素出發,除特種用途外,以銅箔最為合適。
銅箔可分壓延銅箔和電解銅箔,壓延銅箔主要用在撓性印制電路及其他一些特殊用途上。在覆箔板生產上,大量應用的是電解銅箔。對銅的純度,IEC-249-34和我國標準都規定不得低于99.8%。
當前,國內印制板用銅箔厚度多為35um,50um的銅箔作為過渡產品,在高精度的孔金屬化雙面或多層板制造中,希望采用比35um更薄的銅箔,如18um、9um和5um。有些多層板內層覆箔板采用較厚的銅箔,如70um。
為了提高銅箔對基材的粘合強度,通常使用氧化銅箔(即經氧化處理,使銅箔表面生成一層氧化銅或氧化亞銅,由于極性作用,提高了銅箔和基材的粘合強度)或粗化銅箔(采用電化學方法使銅箔表面生成一層粗化層,增加了銅箔表面積,因粗化層對基材的拋錨效應而提高了銅箔和基材的粘合強度)。為了避免因銅氧化物粉末脫落而移到基材上去,銅箔表面的處理方法也不斷改進。例如,TW型銅箔是在銅箔粗化面上鍍一薄層鋅,這時銅箔表面呈灰色;TC型銅箔是在銅箔粗化面上鍍上一薄層銅鋅合金,這時銅箔表面呈金黃色。經過特殊處理,銅箔的抗熱變色性、抗氧化性及在印制板制造中的耐氰化物能力都相應提高。
銅箔的表面應光潔,不得有明顯的皺折、氧化斑、劃痕、麻點、凹坑和玷污。305g/m2及以上銅箔的孔隙率要求在300ram×300mm面積內滲透點不超過8個;在0.5m2面積上銅箔的孔隙總面積不超過直徑為0.125mm的圓面積。305g/m2以下銅箔的孔隙率和孔尺寸由供需雙方商定。銅箔的單位面積重量及厚度應符合表2.1規定。
1e
銅箔在投入使用前,必要時取樣作壓制試驗。壓制試驗可顯示出它的抗剝強度和一般表面質量。
2、覆銅箔層壓板制造工藝
覆銅箔層壓板生產工藝流程如下:
樹脂合成與膠液配制-增強材料浸膠與烘干-浸膠料剪切與檢驗-浸膠料與銅箔疊層-熱壓成型-裁剪-檢驗包裝。
樹脂溶液的合成與配制都是在反應釜中進行的。紙基覆箔板用的酚醛樹脂大多是由覆箔板廠合成。
玻璃布基覆箔板的生產是將原料廠提供的環氧樹脂與固化劑混合溶解于丙酮或二甲基甲酰胺、乙二醇甲醚中,經過攪拌使其成為均勻的樹脂溶液。樹脂溶液經熟化8~24h后就可用于浸膠。
浸膠是在浸膠機上進行的。浸膠機分臥式和立式兩種。臥式浸膠主要用于浸漬紙,立式浸膠機主要用于浸漬強度較高的玻璃布。浸漬樹脂液的紙或玻璃布主,經過擠膠輥進入烘道烘干后,剪切成一定的尺寸,經檢驗合格后備用。
根據產品設計要求,把銅箔和經過浸膠烘干的紙或玻璃布配成疊層,放進有脫模薄膜或有脫模劑的兩塊不銹鋼板中間,疊層連同鋼板一起放到液壓機中進行壓制。
合格的覆箔板應進行包裝。每兩張雙面覆箔板間應墊一層低含硫量隔離紙,然后裝進聚乙烯塑料袋內或包上防潮紙。
覆箔板在運輸和儲存過程中,應離地平放并防止雨淋、高溫日光照射及機械損傷。覆箔板庫房溫度不超過35℃,相對濕度不大于75%,無腐蝕性氣體存在。覆箔板的儲存期由出庫日期算起為5年,超過期限按技術要求檢驗,合格者仍可使用。













 工商網監
工商網監
評論