�W�⌦������һ�N���M�ĺ��Ӽ��g�����Пo�����Ӻ��Ӳ��ϡ����a�ʸߡ��ɱ��͡����ڲ����ȃ��c���S�����I���g�IJ���lչ�����ӵ��������Խ��Խ��������һЩ���g���}���纸�Ӽӟ��y�����a�ʵ͡��aƷ�ϸ��ʵ͵ȡ�
���˽�Q�W�⌦���д��ڵ��@Щ���}���S�ຸ�ӹ����ߌ��W�⌦����ˇ�^���M����һϵ�е��о��������˸�Ч�ʡ����ܺĵ��W�⌦�����������}�_�W�⌦����������늉��W�⌦�����������W�⌦����ˇ�^�̣�ʹ֮�ڱ��C�����|����ǰ���±M����������a�ʣ����҂�һֱ�ԁ����Ŀ�ˡ����]��Ӱ��W�⌦�������|�������أ�
��������PLCϵ�y�������W�⌦����ˇ�^�̣����F�ˌ������|�����Ƶ�Ŀ�ģ��Ķ�������W�⌦�������a�ʡ�
1 �Cе�C�����^�̷���
1.1 �W�⌦���ęCе�b�ü������^��
��D1��ʾ���W�⌦���ęCе�b�ã�������^�̷������£�
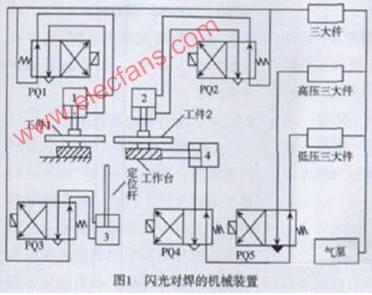
1.1.1 �A�{
�W�⌦�����ӹ�ˇǰ�ڜʂ乤�������Cе�C�����{�������Ӆ������xȡ�ȡ��W�⌦������ҪҎ�������У��{���L�ȡ��W���ٶȡ��W������ܶȡ����ٶȡ��呉������A�o���ȡ�
�{ԇ��ɺ������b���������_�ϡ�
1.1.2 �A�o�c��λ
�����Ӱ��o��늴��yPQ1��PQ2��PQ3��Ȧ��늣����s���w���^���������A�o���1��2�Ϛ��ң����s���w�Ƅӻ����U�����\�Ӊ��o����1��2��ֱ�����o�_�P�]�Ϟ�ֹ��
ͬ�r�Ě�������Ě��w��������M�붨λ���3���Ϛ���,�ƄӶ�λ�U�����\�ӣ��鹤�����ʜʴ_��λ����λ�Y����늈D1 �W�⌦���ęCе�b�ô��yPQ3��Ȧȥ늣���λ�U���ء�
1.1.3 ����
��ͨ�����_�P������늴��yPQ1��PQ2 ��PQ4��Ȧ��늣�늴��yPQ5��Ȧ����늣��������w���͉���������M�����M���4�Қ��ң��Ƅӻ����U���ӊA�ߎ��ӹ���2��1�\�ӣ�ֱ������1��2���|���_���A���O����λ�ã����M�_�P�]�ϡ�����1��2���|��˲�g�����_ʼͨ늼ӟᡣ���W��ӟ��_���A���ضȕr��늴��yPQ5��Ȧ��늣����s���w���^�߉�������Ƅ����M��ס��ӊA���Ժܴ�ĉ����M�п����呡��S���Дຸ�������������һ�Εr�g��ʹ���^��s�����̡����ӕr�g�������_�����_�P�������^�̽Y����
1.1.4 ��λ
늴��yPQ4��PQ5��Ȧȥ늣����M��ך�·�Q�͉����w�M�����M���4������Ƅ����M����ӹ����_�����\�ӣ����M���4��λ��늴��yPQ1��PQ2��Ȧȥ늣���·�Q���o�|�^���أ����1��2��λ���˕r��һ���W�⌦�������^������ɣ������b��ԭλ�ȴ����ʂ��M����һ����ѭ�h��
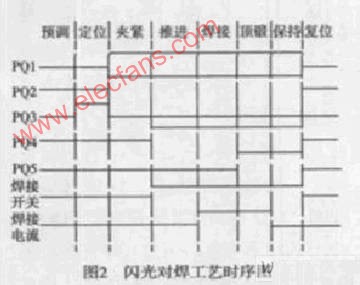
1.2 �W�⌦���r�����
���ڈ��ЙC�������^���Ҹ������������ڕr���ԣ�����������ˇ�r��D�����ڕr��������W�⌦�������^�̿ɸ����飺�A�{����λ���A�o�����M�����ӡ��呡����֡���λ�Ȏׂ��A�Ρ���D2��ʾ���W�⌦����ˇ�^�̕r��D��
2 PLC�����^�̵Č��F
2.1 PLC��̖���x��
PLC�����ɾ��̿����������Ԅӿ��Ƽ��g��Ӌ��C���g��ͨ�ż��g����A�lչ��������һ�����I�����b�ã�Ŀǰ�яV�������ڙCе��ұ�𡢻��������ӵȸ����I�����W�⌦�����ӹ�ˇҪ�r����T�����أ��ڴ��x���˚Wķ����˾���a��CPM1Aϵ�е�PLC��ԓϵ�����C��I/O�c���֞�10�c��20�c��30�c��40�c�ķN��������x����30�c��PLC���C���Դ��͞�DC24�����w��ݔ����ԓ�N�C���O��18��ݔ���c��00000��00011��00100��00105����12��ݔ���c��01000��01007��01100��01003��,��Y���o���������ԏ������кܸߵ��ԃr�ȣ��m����СҎģ���ơ�
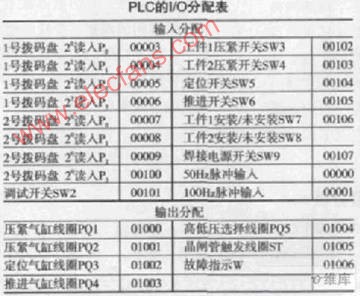
2.2 PLC��I/O����
�����W�⌦����ˇҪ��ռ����PLC��17��ݔ���c��00003��00009��00100�� 00107�� ��00000��00001�ɂ�����Ӌ��ݔ��ˣ� ��7��ݔ���c��01000�� 01006�������wI/O�������±���ʾ��
2.3 PLC�c����·���B��
�ÿɾ��̿�������PLC������r�g�^��������H�����ԡ�ܛ���^���������Ԫ�������桰Ӳ���^��������HԪ�������錍�F��Ҫ�����ȑ���ԭ����ϵ�y�еĿ���Ҫ��̈́����^���M�з����������_���ֿ����^�̸�����B����������c�Ļ��A�ϣ��OӋPLC������·��
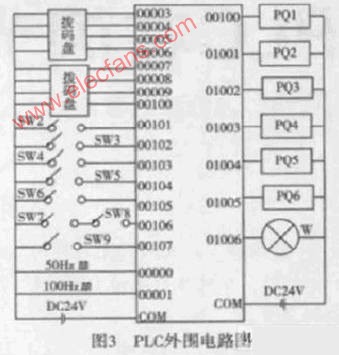
��D3��ʾ�����PLCI/O������OӋ��PLC����·�D�����Ԝʴ_����ؿ����W�⌦�������^�̣����F�Ԅӿ��Ƶ�Ŀ�ġ�
3 �Y���Z
3.1 �Cе�b��ͨ�^�߉�������͵͉�������ɗl��·�������W�⌦�������M�����^�̣� �ȱ��C�˹������M�Ĝʴ_�г̣��֝M�������A�εĸ߉�Ҫ������W�⌦������ѭ�h�ṩ�˱����l���������^�̲������㣬�Cе���̶ȸߡ�
3.2 ����ϵ�y��ͬ���������^������ƣ���PLC����ϵ�y�������W�⌦���Ŀ����^���У���·���Ρ�ʹ���c�S�o���㡢���ƾ��ȸߣ��Ȍ��F�˺����^�̵ęCе�����Ԅӻ����ֱ��C�˲����^�̵��`���ԺͰ�ȫ�ԣ��ں��ӹ��I�I����ЏV���đ���ǰ����