 電子發燒友App
電子發燒友App


CAE技術在疊層式注塑模具設計中的應用
? ?? ? ?0 引言
? ?? ? ?CAE技術是一種迅速發展起來的信息技術,是實現重大工程和工業產品的建模、計算分析、模擬仿真與優化設計的工程軟件;是支持工程科學進行創新研究和創新設計最重要的工具和手段。
? ?? ? ?CAE技術是利用有限元數值計算方法把產品劃分為有限個單元,利用假想的線或面將連續的內部和邊界分割成有限大小、有限數目、離散的單元來研究。即把原來一個連續的整體簡化成有限個單元體系,從而得到真實結構的近似模型,最終的數值在這個離散化的模型上進行。經過大量的數值計算,得出單個“元”的特征數據,再進行綜合而產生的實體數據。其主要功能有:產品設計、工程分析、數據管理、試驗、仿真和制造在內的計算機輔助設計和生產的綜合。
? ?? ? ?1 分析模型準備
? ?? ? ?1.1 三維分析模型的建立
? ?? ? ?設計采用PRO/E建模,經過一系列轉化得到滿足CAE分析需要的三維實體模型,如圖1所示。
? ?? ? ?1.2 網格單元的劃分
? ?? ? ?經過轉化的三維模型,導入Moldflow分析軟件,并按要求輸入縱向長度和橫向長度自動劃分網格,得到初步網格圖形。本分析由于是疊層式模具分析,故要對已經劃分的實體進行處理,使其疊層,如圖2所示。


? ?? ? ?1.3 對自動劃分網格的檢查和修補
? ?? ? ?自動劃分出來的網格大部分能夠滿足分析要求,但為了分析數據的精確,有個別的需要人工修補。Moldflow為分析工作者提供了大量的網格劃分檢查和修補工具,可以使網格修補達到分析要求精度。本設計經過自動劃分、網格統計檢查、網格自動修補、人工修補網格,最后得到的網格單元數為44 097,最大縱橫比為9. 617 8,最小縱橫比為1.157 14,平均縱橫比為2. 896 24,網格匹配率為86.1%。
? ?? ? ?2 對注塑模制品的模擬分析
Moldflow分析主要包括充填( fill)分析、流動(flow)分析、冷卻(cool)分析和翹曲(warp)分析。
? ?? ? ?2.1 澆口位置和數目分析[5-6]
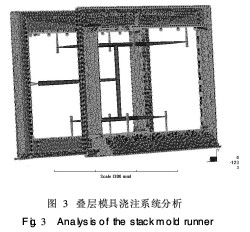
本設計的制品較大,其規格尺寸: 600 mm×350mm×70 mm。采用多澆口形式,澆口最佳位置采用Moldflow進行確定。通過改變澆口位置、改變分流道直徑和澆口數量等方法,得出其澆口為4個,流道半徑為8 mm,如圖3所示。
? ?? ? ?2.2 填充時間分析
? ?? ? ?在澆口分析工藝參數的基礎上,所需充填時間分析,如圖4所示。可以看出,當達到1.70 s時,制品已經完全充滿。
? ?? ? ?2.3 澆口壓力分析
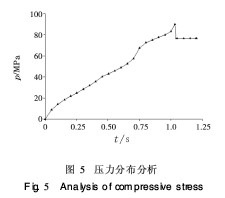
? ?? ? ?澆口壓力除影響充填效果外,對制品的質量也有很大的影響。如果壓力較小,制品充填不足;壓力較大,熔融料會大幅度增加剪切應力,引起料溫急劇升高,導致炭化,還有可能造成噴射的形成。本設計的壓力分析曲線,如圖5所示。從圖中可以看出,開始充填時,壓力逐漸升高;壓力達到96MPa時,充填過程結束,進入保壓階段;以80 MPa壓力保壓。
? ?? ? ?2.4 流動前沿溫度分析
? ?? ? ?流動前沿溫度是衡量物料充填后制品質量的重要指標。流動前沿溫度過低將使制品外觀質量較差,外壁不光滑,有魚鱗紋產生,嚴重時會使制品不能充滿或熔接處有明顯的熔接痕跡,熔接處強度差;流動前沿溫度過高,會使物料分解,制品變色,制品表面有凹坑,內部有氣孔出現,同樣影響產品質量。ABS成型溫度一般在210~250℃左右[5]。
? ?? ? ?從圖6可以看出,通過CAE分析,流動前沿溫度均為232.7℃,在成型溫度的范圍內。這說明所采用的注塑參數在保證產品質量方面是安全的。
? ?? ? ?2.5 體積收縮率分析[1,6-9]
? ?? ? ?體積收縮率分析可以預測制品收縮信息,避免由于收縮不均而產生內應力、翹曲等問題。從圖7可看出,各處體積收縮相對均勻,收縮率基本在4.6%左右,接近設計制品時考慮的收縮率(5% )。

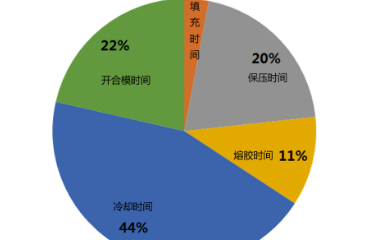
? ?? ? ?2.6 冷卻分析
? ?? ? ?冷卻分析用來分析模具內的熱傳遞,這階段對產品質量的影響非常大。冷卻的好壞直接影響產品的最終表面質量、制件殘余應力和結晶度等。冷卻時間的長短決定了制品脫模時的溫度和成型周期,影響產品成本。本設計管道的布局,如圖8所示。采用水冷卻,設定進口溫度為25℃,雷諾系數設在湍流臨界點附近4000。

? ?? ? ?從圖8可以看出,制件溫度分布均勻,平均都在49℃左右。
? ?? ? ?2.7 翹曲分析
? ?? ? ?翹分析主要用來判定采用熱塑性材料成型的制件是否會出現翹曲,并找出導致翹曲的原因,如圖9所示。

? ?? ? ?由圖9可看出,制品在X、Y方向的翹曲較嚴重。經分析,這主要是由于冷卻管道出入口溫度差異引起的。如果要得到比較準確的成型尺寸,就要重新設計冷卻管道的布局,減少管道出入口溫度差異。簡單的方法是減少管道長度,增加進出口個數。空調面板框在使用時鑲嵌在箱體上,小翹曲對使用影響不大,此分析結果基本上可以滿足需要。
? ?? ? ?3 結論
? ?? ? ?基于CAE技術,經過多次設定參數、多次分析,找到了空調面板框體疊層式模具生產工藝參數和可能產生的問題;并就可能產生的問題分析優化,最終得到了相對較好的模具設計方案和成型工藝參數。改變了傳統的模具設計思路,提高一次試模成功率,為模具的設計和順利應用提供了更高的安全系數。這不僅是對傳統模具設計制造方法的一次突破,而且對減少甚至避免模具返修、報廢,提高制品質量,降低成本等,都有著重大的技術經濟意義。











 工商網監
工商網監
評論