 電子發(fā)燒友App
電子發(fā)燒友App


---HDMI CABLE 高頻線制作全過程---
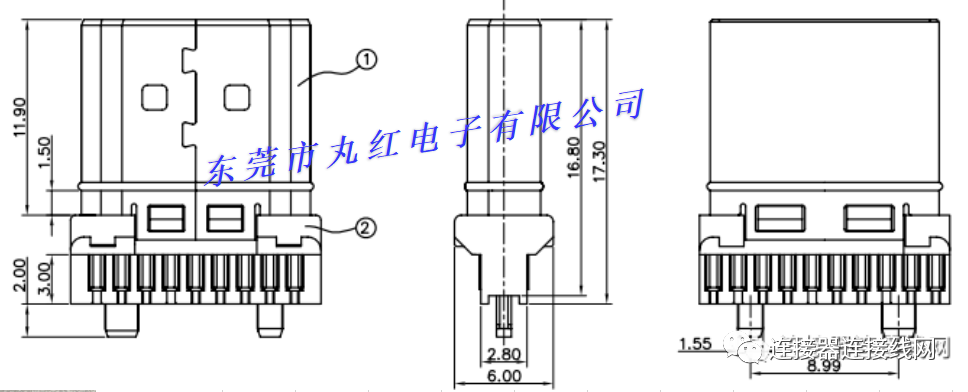
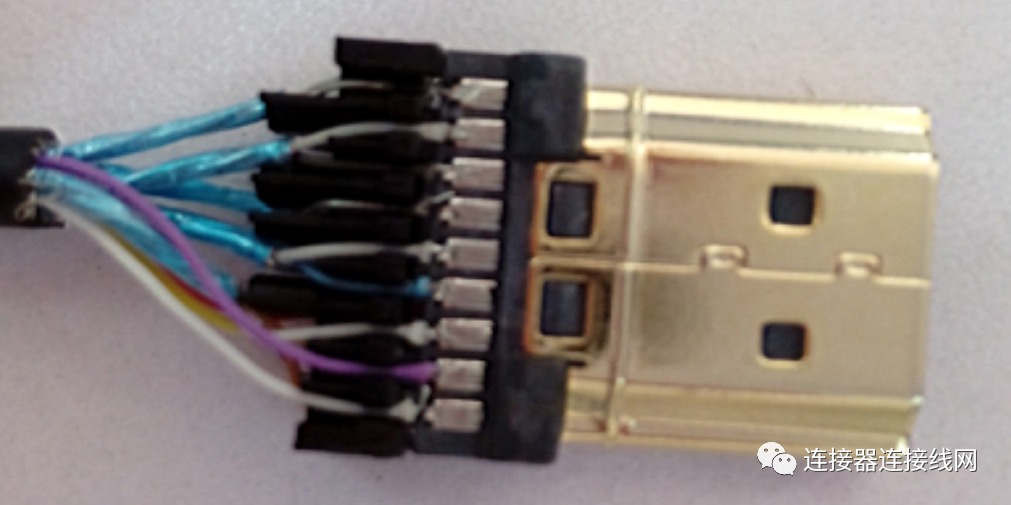
HDMI插頭(如下圖)
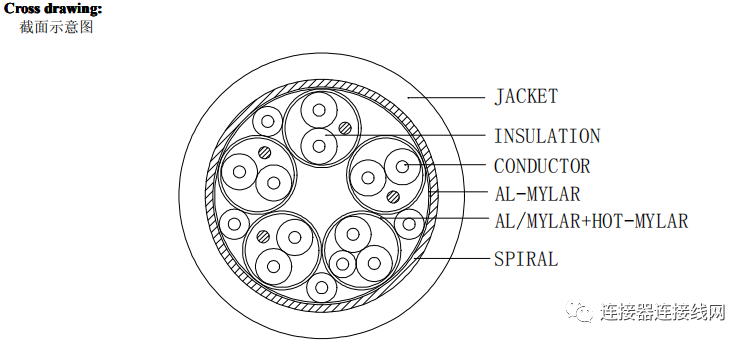
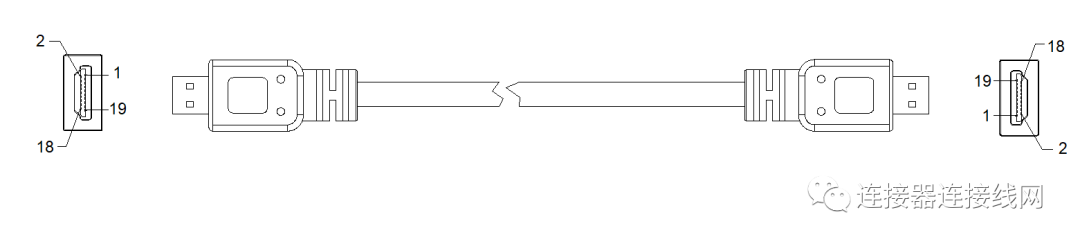
高頻線材規(guī)格(如下圖)
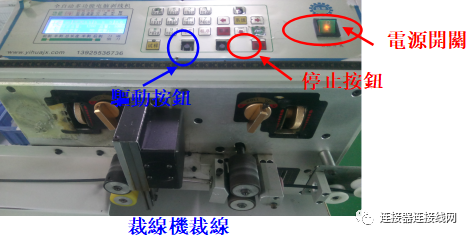
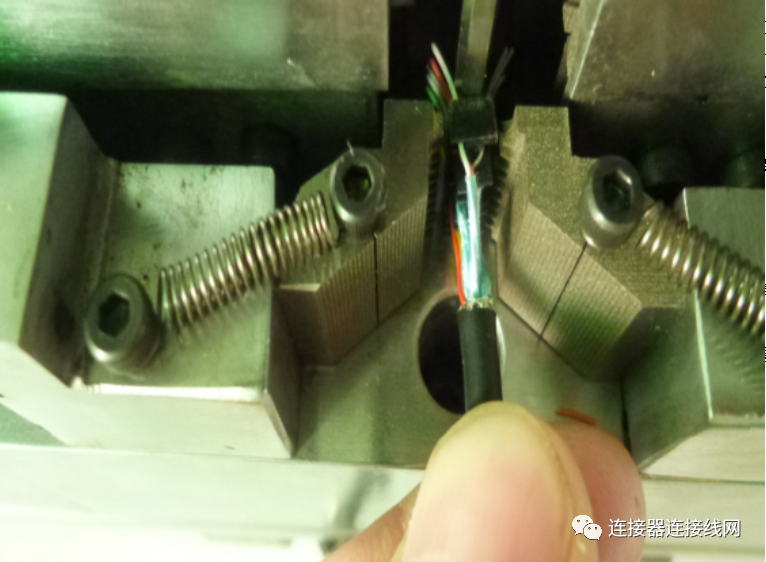
第1步:栽線機裁線
1. 調(diào)機員按圖紙要求長度,調(diào)好自動裁線機.(如下圖)
2. 裁線長度:1000±20mm;線材一端剝皮尺寸為:30±1mm 線材一端剝皮尺寸為:25±1mm (如下圖)
3.把整卷線才放入放線架上,固定好放線架螺絲,然后把線頭穿入裁線機孔位穿到位,把線壓緊,按下驅(qū)動開關(guān)進行作業(yè)(如下圖)


?
注意事項:
1. 裁線前應(yīng)該注意線材規(guī)格,芯線排列是否正確;印字是否清晰;外被顏色有無色差,線材不得有凹凸不平,外觀不得有破損,染色,刮傷等不良現(xiàn)象.注意裁線長度必須在設(shè)定公差範(fàn)圍內(nèi).切斷面必須平齊,
2.開機時需確認(rèn)尺寸,確認(rèn)正確后再開機,
第2步:兩端翻編織/包鋁箔/挑鋁箔
1.將線材兩端的編織后翻至線材外被上后翻將用4*25MM包鋁箔 (如下圖)
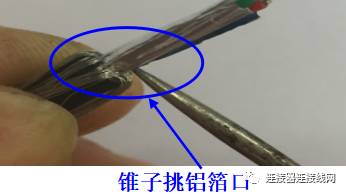
2.用錐子尖將鋁箔齊開皮處挑出,不要傷到芯線(如下圖)
3.用手撕開鋁箔,作業(yè)完成,兩端同樣處理.(如下圖)


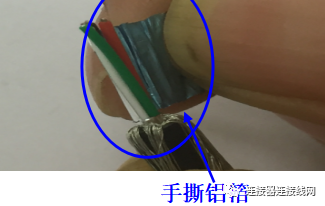
注意事項:
編兩端編織,地線一定要完全后翻于外被上,編織不可散亂,叉出于編織.
挑鋁箔時不要挑傷芯線.鋁箔,需撕干凈.
第3步:修剪編織
1.將線材P2端的編織從鋁箔尾部處全部剪干凈.(如下圖)

注意事項:
1.編織是否去除干凈.
2.剪編織時不能有傷及線材外被之現(xiàn)象.
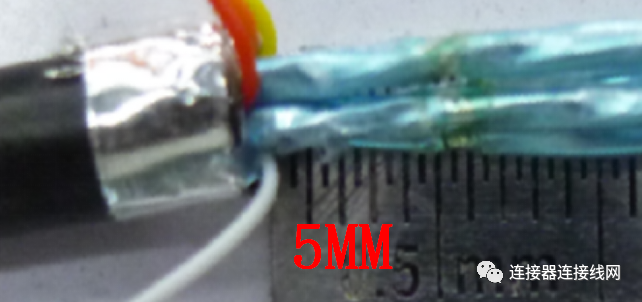
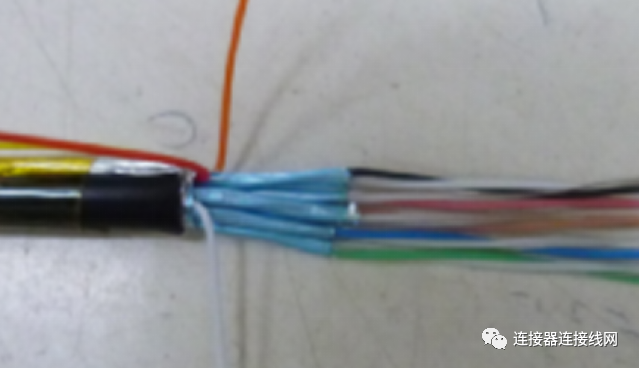
第4步:2端激光割鋁箔
1.先將4根電子線后翻,將5對線放置切割 治具內(nèi)一字排開,外被口必須緊貼切割治具邊緣.(如下圖)
2.將排好的芯線放于激光機下,激光機調(diào)整參數(shù)如左圖1所示,參數(shù)調(diào)好后按確認(rèn)復(fù)位鍵.調(diào)踩下腳踏開關(guān),切口處保留5MM進行切割.機器調(diào)試OK后先取1PCS樣品進行試做,確認(rèn)尺寸無誤后方可以作業(yè)。(如下圖)
3.待機器運行停止后,將割好的線材取下.(如下圖)

注意事項:
1.割麥拉尺寸是否在要求公差內(nèi)
2.割麥拉不可傷芯線
3機器運作過程中,手不可伸入激光頭中,避免灼傷
4.排線時一定要將芯線整理平順.
第5步:手去鋁箔麥拉
1.取已割好鋁箔用手將對線上下?lián)u擺45°倆次,使鋁箔從切口處斷開(如下圖)
2.將對線的鋁箔麥拉上下?lián)u松后拉去(如下圖)
3.作業(yè)時作業(yè)員需要帶橡膠手指套(如下圖)

注意事項:
1.麥拉是否去干凈
2.去麥拉不可傷芯線
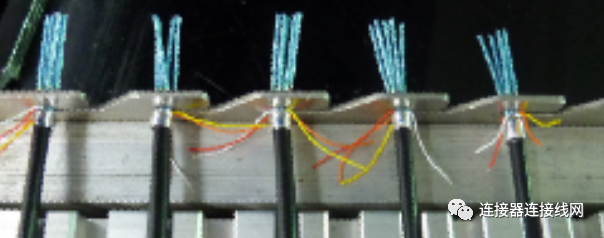
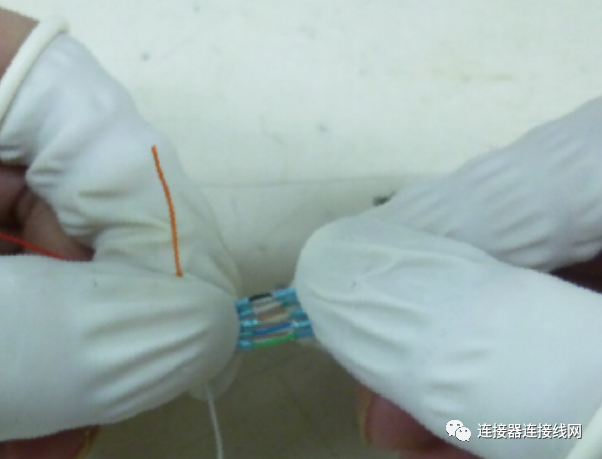
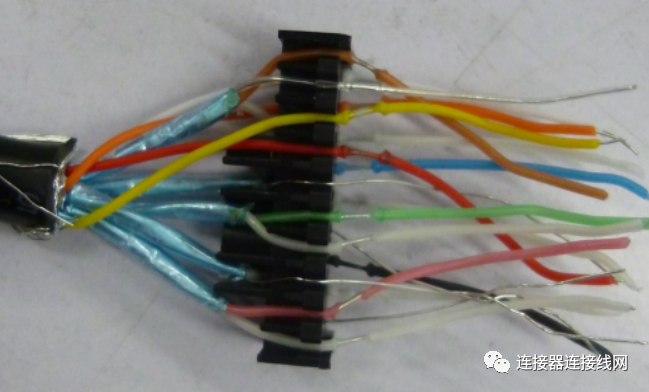
第6步:HDMI 分線
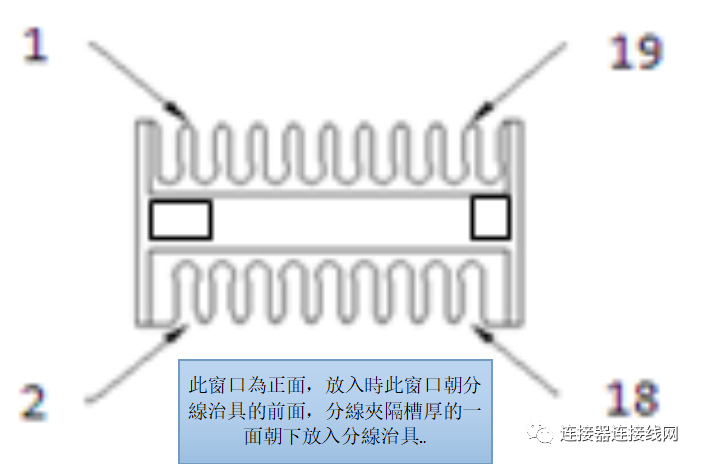
1. 將分線夾放置分線治具上尾夾部份朝左邊,由10PIN面朝上,分線條無尾夾格蘭一邊朝分線治具裡邊.分線夾不可以放反。(如下圖)
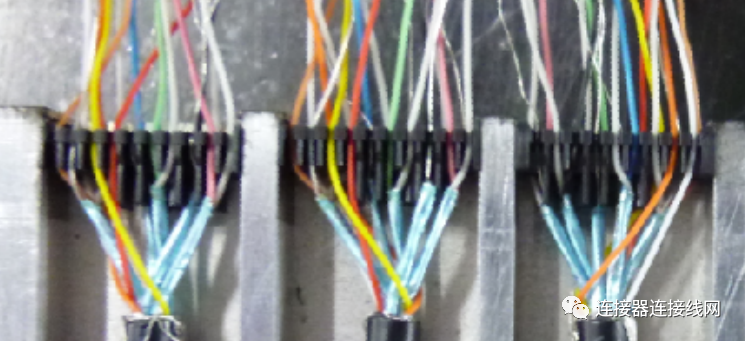
2.將芯線兩組:白/紅. 黑地. 白/綠. 藍(lán)地 .紅 .黃. 棕地. 棕。列一組為 :紅地.白/黑. 綠地. 白/藍(lán). 棕/白. 橙. 白.(如下圖)
3.分線時候用尖嘴鉗拉線,將芯線依照接線圖壓入分線夾內(nèi).分線時不可以拉斷芯線及分線錯位。(如下圖)
4.壓入棕色對線地線時,踩下腳踏開關(guān)將芯線壓入格蘭內(nèi),其他地線無需啟動壓入。(如下圖)



注意事項:
1.分線時分線腳位及接點一定要正確.
2.將每PCS芯線均要壓入分線條孔徑內(nèi).
3.分線時先將分線條放于分線治具內(nèi),分兩邊進行分線.
第7步:兩端芯線割絕緣皮
1..參照操作說明書,作業(yè)前確認(rèn)尺寸是否正確,機器是否有無異常.,如果要更換尺寸必要專業(yè)人員進行調(diào)試,員工不可以隨意調(diào)試機器。(如下圖)
2.激光割A(yù) TYPE端絕緣先調(diào)整激光參數(shù):HDMI A TYPE 端將內(nèi)參數(shù)密度調(diào)置爲(wèi)50.3MM.(如下圖)
3.機器調(diào)好OK后,必須先試做5PCS首件確認(rèn)尺寸是否OK,確認(rèn)OK后方可生產(chǎn).(如下圖)
4.擺放前先將芯線理直,不可有彎曲.線材放于激光專用治具內(nèi)進行激光割絕緣.(如下圖)
注意事項:
1.割絕緣時不可將芯線剝傷,剝斷,傷及芯線等現(xiàn)象
2.一定要將芯線固定到位才可進行激光割絕緣.
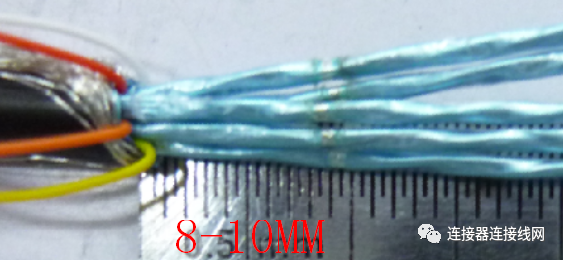
第8步:芯線比剪
1.將倆端芯線用剪刀修剪到5~10MM.(以方便后續(xù)作業(yè))(如下圖)

注意事項:
1.修剪芯線時一定要將芯線剪平齊.
第9步:兩端切剝芯線/芯線鍍錫
1.用專用切剝機將芯線平齊分線條頂端,將芯線絕緣脫掉,保留導(dǎo)體1.5~2.0MM.(如下圖)
2.將芯線垂直伸入錫爐中鍍錫.銅絲全鍍,鍍錫時間不能超過2秒,以免燙傷芯線,鍍錫瀘溫度:340±40℃ .鍍錫尺寸為︰1.5~2.0MM(如下圖)
3.鍍錫時芯線需垂直伸進錫爐內(nèi)進行鍍錫.錫條規(guī)格:無鉛錫條 (如下圖)

注意事項:
1.剝芯線前一定要將分好之芯線放于剝皮機內(nèi)進行剝絕緣.
2.剝好之芯線不可用剝傷,剝斷,傷及芯線等現(xiàn)象.
3.鍍錫后銅絲是否光滑,均勻,等,不能有錫尖.
4.鍍錫是否全鍍,尺寸是否符合要求.
5.芯線是否沾有錫渣或燙傷.
6.鍍錫時請勿使用鍍錫水鍍錫。
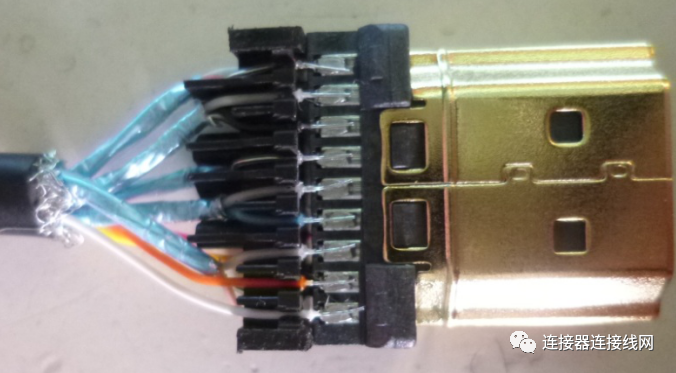
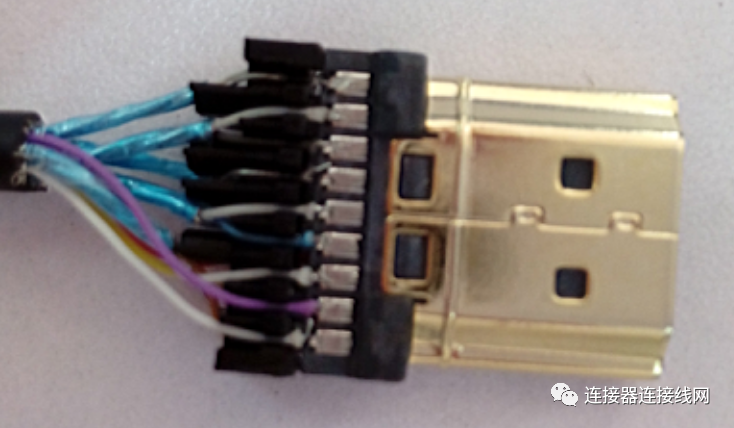
第10步:組裝HDMI連接器
1.取1PCS HDMI A TYPE 連接器再將P1端鍍好錫之芯線對正裝于插頭上.(分線條PIN位與插頭PIN位是相符的)(如下圖)
2.然后檢查芯線是否有都在每個PIN位中間.(如下圖)
注意事項:
1.裝插頭時一定要將芯線導(dǎo)體理整平順,且接點一定要正確.
2.芯線不可裝歪斜,一定要放正于插頭PIN針中心處.
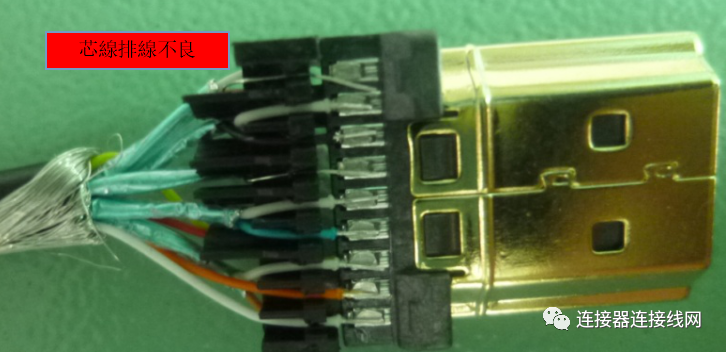
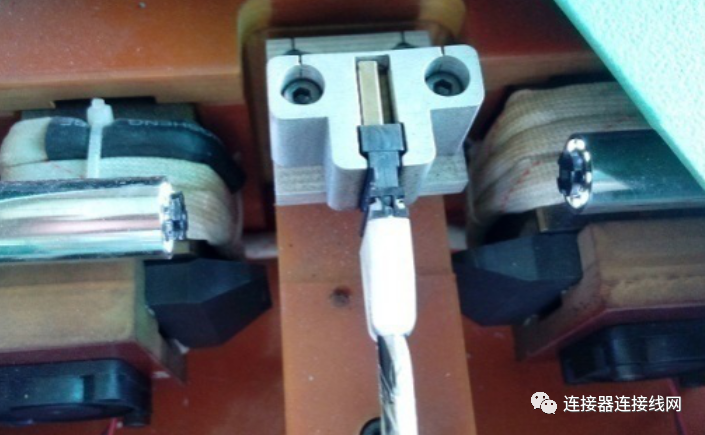
第11步:高頻焊接HDMI插頭
1.焊接前先將電氣關(guān)掉.檢查焊接治具是否 正確,拿1PCS連接器放入焊接治具,用手推動倆焊磁片置連接器處.看是否有連接器平行.打開電源及氣閥開關(guān),將焊接功率調(diào)整到3.5-4.5左右,焊接時間調(diào)到3S,冷卻時間5S.(如下圖)
2.將固定好之插頭與芯線對正放固定治具上,再進行焊接.焊接前注意查看顯示屏上芯線銅絲是否都在PIN位中間.芯線不在PIN位中間將用錐子將芯線挑正。(如下圖)
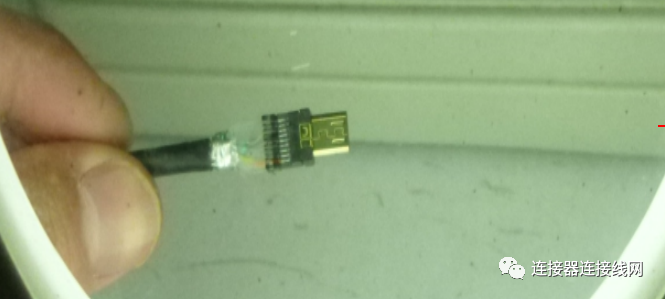
3.按下焊接開關(guān)進行焊接,焊接完成后取出連接器檢自檢,(如下圖)
4.自檢要求:檢查錫點是否有假焊.短路.開路.露焊等不良,(如下圖)

注意事項:
1.焊接前一定要檢查連接器組裝到位。
2.焊接OK后不可有插頭燒焦等現(xiàn)象.
3.接好后不可有冷焊,假焊,銅絲分叉,線皮破列等現(xiàn)象.
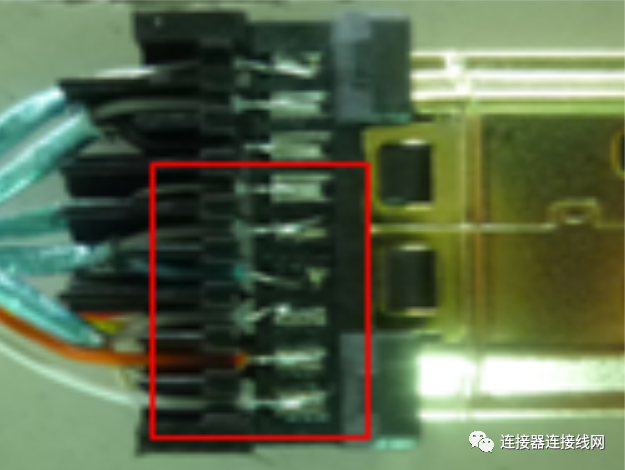
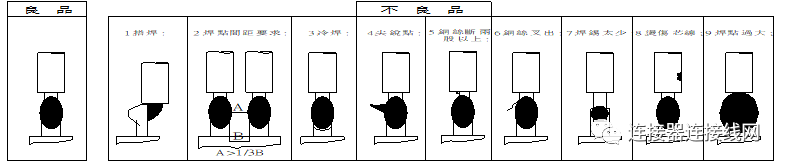
第12步:焊點檢查
1.用5倍放大鏡下對焊好半成品的焊點進行100%全檢.(如下圖)
2.檢查pin與pin之間有無錫渣,連錫,有無假焊,銅絲上翹,外浮未焊到的現(xiàn)象.(如下圖)
注意事項:
1.插頭是否符合規(guī)格.
2.pin與pin之間有無錫渣,連錫,有無假焊,銅絲上翹,外浮未焊到的現(xiàn)象
第13步:一次測試
1.設(shè)定測試參數(shù):
測試電壓 : DC500V
絕緣阻抗 : ≥ 10MΩ
導(dǎo)通電阻 : ≤ 3Ω
2.取一條標(biāo)準(zhǔn)樣板,與圖面核對排位無誤后插入測試治具.按"讀取"鍵讀取線材連接組資料.確認(rèn)接點正確后,取下樣板線材.(如下圖)
3.用不導(dǎo)通及錯位不良樣板對現(xiàn)測試狀態(tài)進行 點檢,確認(rèn)是否可識別不良狀態(tài).
4.確認(rèn)無誤后插入待測的成品,按"測試"鍵進行測試.(如下圖)
5.100%電氣性能測試.(如下圖)


注意事項:
1.測試時手不可觸到治具插座或轉(zhuǎn)接頭的金屬裸露部位.
2.測試時,每隔4小時用比對樣品對測試機進行點檢,并將結(jié)果記錄于《測試機點檢表》內(nèi).
3.不良品要與良品嚴(yán)格隔開,且須放在相應(yīng)的不良品盒中.
4.做完測試后,關(guān)閉機臺背面電源開關(guān).
5.具體接點及長度參照工程圖及樣板
第14步:成型HDMI內(nèi)模
1.參照操作說明書,將模具及各成型條件調(diào)整就緒,以備射出, 成型前,應(yīng)將機臺,模具清理干凈,以免產(chǎn)生不良.(如下圖)
2.成型前前先將成型條件:(參考)上節(jié)溫度:135±10℃, 中節(jié)溫度:130±10℃.下節(jié)溫度:135±10℃. (如下圖)
3.針對成型外觀不良,如需維修最多可重工2次,如還是不良品,需砍頭重做 .(如下圖)

注意事項:
1.須100%作外觀全檢.
2.不良品與良品分開放置,不良品 置于不良品盒中.
第15步:二次測試
1.設(shè)定測試參數(shù):
測試電壓 : DC500V
絕緣阻抗 : ≥ 10MΩ
導(dǎo)通電阻 : ≤ 3Ω
2.取一條標(biāo)準(zhǔn)樣板,與圖面核對排位無誤后插入測試治具.按"讀取"鍵讀取線材連接組資料.確認(rèn)接點正確后,取下樣板線材.(如下圖)
3.用不導(dǎo)通及錯位不良樣板對現(xiàn)測試狀態(tài)進行 點檢,確認(rèn)是否可識別不良狀態(tài).
4.確認(rèn)無誤后插入待測的成品,按"測試"鍵進行測試.(如下圖)
5.100%電氣性能測試.(如下圖)
?
注意事項:
1.測試時手不可觸到治具插座或轉(zhuǎn)接頭的金屬裸露部位.
2.測試時,每隔4小時用比對樣品對測試機進行點檢,并將結(jié)果記錄于《測試機點檢表》內(nèi).
3.不良品要與良品嚴(yán)格隔開,且須放在相應(yīng)的不良品盒中.
4.做完測試后,關(guān)閉機臺背面電源開關(guān).
5.具體接點及長度參照工程圖及樣板
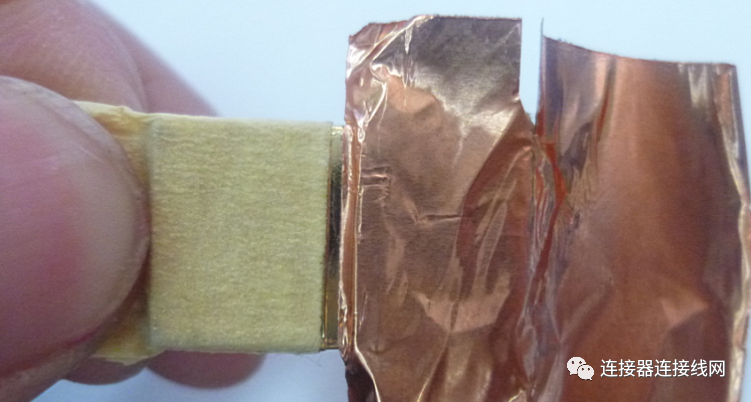
第16步:倆端包銅箔
1.取1PCS已包好美紋紙之半成品,作業(yè)方法依包銅箔流程圖.(如下圖)
2.用規(guī)格為:30*32mm 1PCS. 30*20MM,(如下圖)
3.:銅箔須貼緊. 尾部需全部包住.不能有縫隙,(如下圖)
4.HDMI D TYPE端銅箔(銅箔規(guī)格:8*30MM),(如下圖)
注意事項:
1.所用銅箔的規(guī)格是否正確.
2.銅箔有無包緊.
3.銅箔所包位置是否正確.
第17步:環(huán)焊銅箔
1.依下圖所示將包好的銅箔的插頭用1.2mm的免洗焊錫絲將編織與銅箔加焊.(如下圖)
2. 用220V/60W的烙鐵焊接.溫度為410℃-450℃焊接時間每次不得超過5S.(如下圖)
3.焊接時必須將兩側(cè)銅箔結(jié)合處進行焊接.(如下圖)

注意事項:
1.環(huán)焊時注意錫絲的是否用錯。
2.焊接時間不能過長。
3.銅箔結(jié)合處必須用錫焊接。
第18步:兩端成型外模
1.成型前先將PVC料倒于烘料機中烘料(烘料時間參照烘料機烘料標(biāo)準(zhǔn)),后方可作業(yè) .(如下圖)
2.參照操作說明書,將模具及各成型條件調(diào)整就緒,以備射出, 成型外模前,應(yīng)將機臺,模具清理干凈,以免產(chǎn)生外模不良.(如下圖)
3.成型條件:(參考)上節(jié)溫度:160±10℃, 中節(jié)溫度:170±10℃.下節(jié)溫度:180±10℃. 一壓:50±10kg/c㎡, 二壓:30±10kg/c㎡ .(如下圖)
4.成型中為控制外觀不良,每成型20模打一次脫模劑 ,脫模劑一次不能噴太多,距離模穴150mm處噴灑1次(如下圖)

注意事項:
1.須100%作外觀全檢.
2.外模成型不可有縮水,插頭碰傷等不良.
第19步:叁次測試
1.設(shè)定測試參數(shù):
測試電壓 : DC500V
絕緣阻抗 : ≥ 10MΩ
導(dǎo)通電阻 : ≤ 3Ω
2.取一條標(biāo)準(zhǔn)樣板,與圖面核對排位無誤后插入測試治具.按"讀取"鍵讀取線材連接組資料.確認(rèn)接點正確后,取下樣板線材.(如下圖)
3.用不導(dǎo)通及錯位不良樣板對現(xiàn)測試狀態(tài)進行 點檢,確認(rèn)是否可識別不良狀態(tài).
4.確認(rèn)無誤后插入待測的成品,按"測試"鍵進行測試.(如下圖)
5.100%電氣性能測試.(如下圖)
?
注意事項:
1.測試時手不可觸到治具插座或轉(zhuǎn)接頭的金屬裸露部位.
2.測試時,每隔4小時用比對樣品對測試機進行點檢,并將結(jié)果記錄于《測試機點檢表》內(nèi).
3.不良品要與良品嚴(yán)格隔開,且須放在相應(yīng)的不良品盒中.
4.做完測試后,關(guān)閉機臺背面電源開關(guān).
5.具體接點及長度參照工程圖及樣板
第20步:外觀全檢/包裝
1.對照圖面,檢查各部分尺寸符合圖紙要求.用鋼尺抽查測量長度。
2.檢查兩端插頭是否有變形, 生銹, 劃傷,等不良,
3.檢查成型部分是否有缺膠.變形.縮水.沖膠.壓線.等不良.
4.檢查電線是否有臟汚,是否有刮傷.
5.將工作臺面清潔干凈,把待包裝的成品放在工作臺上.
6.把紙箱折頁折下,用封箱膠紙封貼好箱口,在紙箱上貼上標(biāo)簽,搬到棧板上擺放整齊.
注意事項:
1.須100%作外觀全檢.
2.外模成型不可有縮水,插頭碰傷等不良.
編輯:黃飛
?












 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論