") 0201元件在PCB回流焊接中的立碑問題怎么解決
0201元件在PCB回流焊接中的立碑問題怎么解決
文章來源:深圳菠蘿三維網(wǎng)絡(luò)有限公司
下面為大家分析一下0201元件在PCB回流焊接中立碑問題產(chǎn)生的原因及解決方法:
A.焊盤的設(shè)計(jì)和布局不合理
對于一般設(shè)計(jì)的焊盤,如果將焊盤的寬度適當(dāng)增加,則可以減少使元件發(fā)生豎立的縱向表面張力。這樣可以減少0201元件的立碑現(xiàn)象。
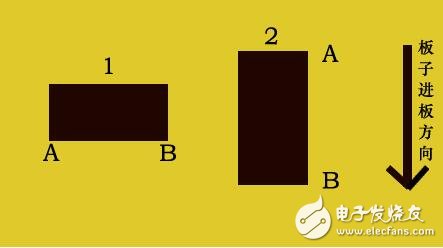
而在元件的布局方面,應(yīng)該盡量使用如下圖中元件1的布局方向。因?yàn)楫?dāng)PCB板以圖示方向進(jìn)入爐中時(shí)元件2的B端比A端要先進(jìn)入爐內(nèi),因此B端的溫度始終都比A端高,因此其溫度也比A端先到達(dá)焊料熔點(diǎn)。這時(shí)候,元件2的A、B兩端的受力便會(huì)不平衡,A端便會(huì)立起,產(chǎn)生立碑現(xiàn)象。而元件1就不會(huì)出現(xiàn)這種問題。
B.焊膏及其印刷的影響
焊膏方面的原因主要是其活性不夠和粘性不夠,因此焊料熔化后兩邊的張力也不等。有印刷產(chǎn)生的原因主要是印刷后兩邊焊盤的焊膏的量不等。焊膏量多的一邊因吸熱量多,熔化時(shí)間滯后,導(dǎo)致表面張力不等。
印刷所產(chǎn)生的影響的解決方法是改善印刷參數(shù),選擇適當(dāng)?shù)挠∷⑺俣取毫Φ取_€要選擇適當(dāng)?shù)哪0宓拿娣e比率和模板厚度.
C.元件和焊盤的可焊性
元件或者焊盤的可焊性差,是指元件或者焊盤對熔化焊料的浸潤性不好。原因是,元件或者焊盤被氧化或者不潔凈。
D.貼片造成的影響
貼片所造成的立碑的影響主要是由元件在Z軸方向受力不均勻所導(dǎo)致的。
由于在Z軸方向受力不均勻,導(dǎo)致元件浸入到焊膏中的深淺不一,焊膏熔化后受力就會(huì)不均勻。
E.溫度曲線不合適
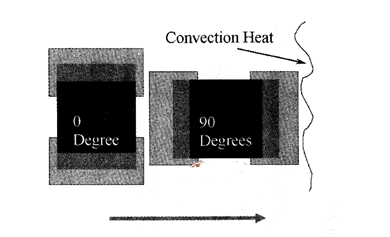
用大的預(yù)熱斜度處理0201元件可能增加立碑的機(jī)會(huì),因?yàn)?201元件本身的重量十分的輕。較大的升溫的坡度可能引起元件一端的錫膏稍微比另一端回流快。如果元件一邊首先回流,不平衡力將作用在元件上,由于表面張力,在首先回流焊盤的方向上立起元件。
F.N2回流焊中氧氣的濃度
采用氮?dú)獗Wo(hù)的回流焊會(huì)增加材料的潤濕力。但含氧量過低比較容易造成立碑現(xiàn)象。一般應(yīng)保持氧氣的含量在100×10-6左右為宜。
-
pcb
+關(guān)注
關(guān)注
4319文章
23080瀏覽量
397517 -
焊接
+關(guān)注
關(guān)注
38文章
3114瀏覽量
59701 -
焊盤
+關(guān)注
關(guān)注
6文章
551瀏覽量
38134
發(fā)布評論請先 登錄
相關(guān)推薦
0201元件裝配良率和元件方向之間的關(guān)系
通孔回流焊接組件的本體材料和設(shè)計(jì)
0201元件裝配工藝總結(jié)
回流焊接環(huán)境對01005元件裝配良率的影響
01005元件裝配設(shè)計(jì)
0201元件錫膏選擇
0201元件3種不同裝配工藝中不同裝配缺陷的分布
貼片精度0201/01005元件裝配與貼片精度的關(guān)系
倒裝晶片的組裝的回流焊接工藝
回流焊具體是怎樣的呢?回流焊的原理是什么?
PCB Layout時(shí)如何避免立碑缺陷呢?
回流焊接后元件直立產(chǎn)生的原因及處理方法
通孔回流焊工藝原理_通孔回流焊接工藝的優(yōu)缺點(diǎn)
回流焊后元件偏移的原因
0201元件裝配良率和元件方向之間的關(guān)系





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論