") 微波多層印制電路板是如何制造的
微波多層印制電路板是如何制造的
摘 要:
簡(jiǎn)單介紹兩種陶瓷粉填充微波多層印制板的
制造工藝流程。詳細(xì)論述層壓制造工藝技術(shù)。
關(guān)鍵詞:微波多層印制板;層壓;陶瓷粉;技術(shù)
前言
微波印制板是指在特定的微波基材覆銅板上利用普通剛性印制板制造方法生產(chǎn)的微波電子元件。
目前的印制板高速信號(hào)傳輸線可分為兩大類:一類是高頻信號(hào)傳輸類,它與無(wú)線電的電磁波有關(guān),以正弦波傳輸信號(hào),如雷達(dá)、廣播電視和通訊(移動(dòng)電話、微波通訊、光纖通訊等);另一類是高速邏輯信號(hào)傳輸類,這一類產(chǎn)品以數(shù)字信號(hào)傳輸,與電磁波的方波傳輸有關(guān),這一類產(chǎn)品開(kāi)始主要在電腦,計(jì)算機(jī)中應(yīng)用,現(xiàn)在已應(yīng)用到家電和通訊類電子產(chǎn)品中。
為了達(dá)到高速傳送,對(duì)微波印制板基板材料的電氣特性有明確的要求。要實(shí)現(xiàn)傳輸信號(hào)的低損耗和低延遲,必須選用介電常數(shù)和介質(zhì)損耗角正切小的基板材料,一般有陶瓷材料、玻纖布、聚四氟乙烯和其他熱固性樹(shù)脂等。
在所有的樹(shù)脂中,聚四氟乙烯的介電常數(shù)(εr)和介質(zhì)損耗角正切(tanδ)最小,而且耐高低溫性和耐老化性能好,最適合作為高頻基板材料,是目前用量最大的微波印制板基板材料。
本文將在對(duì)兩種陶瓷粉填充微波多層印制板的制造工藝流程進(jìn)行簡(jiǎn)單介紹的基礎(chǔ)上,對(duì)所采用的層壓制造工藝技術(shù)進(jìn)行較為詳細(xì)的論述。
2 微波多層印制板材料
主要研究下述兩種高頻介質(zhì)材料的微波多層印制板層壓制造工藝技術(shù)。第一種是陶瓷粉填充、玻璃短纖維增強(qiáng)的聚四氟乙烯(PTFE)高頻介質(zhì)材料(RT/duroid6002板材);第二種是陶瓷粉填充熱固性樹(shù)脂覆銅箔板(RO4350板材)。
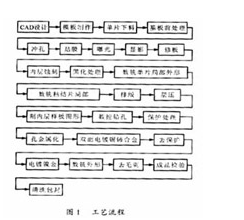
2.1 陶瓷粉填充微波多層印制板制造工藝流程
工藝流程如圖1所示,下面介紹兩種高頻介質(zhì)板層壓工藝技術(shù)。
2.2 RT/duroid6002的層壓工藝
2.2.1 粘結(jié)片3001
為了采用高頻介質(zhì)板材RT/duroid6002制造微波多層印制板,供應(yīng)商開(kāi)發(fā)了適用于RT/duroid低介電常數(shù)的高頻介質(zhì)板的粘結(jié)片3001。它是一種熱塑性氯氟共聚物,在微波頻率范圍內(nèi),具有低介電常數(shù)和低損耗角正切。
2.2.2 層壓工藝
1)排板
將RT/duroid6002板材與粘結(jié)片交替疊置。為了保證多層印制板層間重合精度,采用四槽定位銷進(jìn)行排板。采用將熱電偶探頭置入待壓板內(nèi)層非圖形區(qū)域的方法,進(jìn)行層壓溫度和時(shí)間的控制。
2)閉合
當(dāng)壓機(jī)處于較冷狀態(tài)(通常壓機(jī)溫度低于120℃)時(shí),將上述排好并裝模的板置于壓機(jī)中央,閉合壓機(jī),調(diào)節(jié)液壓系統(tǒng)使待壓區(qū)域獲得所需壓力。一般情況下,初始?jí)毫_(dá)到100psi就足夠了,隨后,全壓壓力升至200psi,以保證粘結(jié)片有適當(dāng)?shù)牧鲃?dòng)度。
3)加溫
啟動(dòng)層壓機(jī),加熱至220℃。一般情況下,控制最大加熱速率,使上/下?tīng)t板的溫度相差1℃~5℃。
4)保溫
通常情況下,在220℃下保溫15分鐘,使粘結(jié)片處于熔融狀態(tài),并有足夠的時(shí)間流動(dòng)并潤(rùn)濕待粘表面。對(duì)于較厚的排板結(jié)構(gòu),保溫時(shí)間可延長(zhǎng)到30分鐘~45分鐘。
5)冷壓
關(guān)閉加熱系統(tǒng),在保持壓力的情況下冷卻層壓爐板,直至爐板溫度降至120℃。解除壓力,從層壓機(jī)內(nèi)取出含有層壓板的模板。
2.2.3 問(wèn)題及對(duì)策
1)粘結(jié)失敗
原因是在待壓板表面采用機(jī)械處理方式,如火山灰噴砂處理、機(jī)械刷板處理等,應(yīng)當(dāng)采用表面化學(xué)處理工藝。對(duì)保溫溫度及保溫時(shí)間不夠,應(yīng)采用熱電偶對(duì)層壓溫度曲線再次進(jìn)行測(cè)定。另一個(gè)原因是待壓物表面沾有脫模劑、濕氣、污物等,應(yīng)當(dāng)對(duì)模具清潔、排板程序和環(huán)境條件進(jìn)行重新評(píng)定。
2)層壓板表面斑點(diǎn)或起泡
原因是所施壓力不均勻,溫度控制不當(dāng),層壓前內(nèi)層單片的清潔和干燥不充分。采取的對(duì)策是選用潔凈的模板或其他光潔材料、檢查平整度或壓力。采用熱電偶對(duì)層壓溫度曲線再次進(jìn)行檢測(cè)。復(fù)查待壓?jiǎn)纹那鍧嵑透稍锍绦颍瑫r(shí)對(duì)單片在準(zhǔn)備和粘結(jié)期間的貯存條件和時(shí)間進(jìn)行復(fù)查。
3)變形
原因是溫度過(guò)高或壓力不均,應(yīng)當(dāng)精確控制溫度和壓力。
2.3 RO4350的層壓工藝
2.3.1 半固化片RO4403
為了實(shí)現(xiàn)有效粘結(jié),針對(duì)RO4350材料,選用了半固化片RO4403。
2.3.2 層壓工藝
1)主要工藝參數(shù)
溫度:175℃;
壓力:40kg/cm2;
時(shí)間:2小時(shí);
緩沖方式:上、下各墊24張牛皮紙;
入模方式:采用較低溫度(100℃)入模,175℃開(kāi)始計(jì)算層壓時(shí)間;
放壓方式:采取分段釋放壓力法。
采用上述條件進(jìn)行層壓后,層間結(jié)合力尚能符合要求,但層壓板的平整度較差。經(jīng)多次試驗(yàn)并參照所用半固化片RO4403的層壓特性,決定改用以下工藝參數(shù)進(jìn)行層壓。
2)排板方式
從下到上依次為不銹鋼模具下底板/聚酯薄片/4個(gè)RO4350單片/一個(gè)半固化片RO4403/3個(gè)RO4350單片/2個(gè)半固化片RO4403/2個(gè)RO4350單片/1個(gè)半固化片RO4403/1個(gè)RO4350單片/聚酯薄片/不銹鋼模具上蓋板。
每側(cè)24張緩沖用牛皮紙。加熱溫度為175℃。壓力為40kg/cm2(對(duì)于所選用的30.48cm×25.4cm(12英寸×10英寸)的模具,壓力為31噸)。室溫下入模,逐漸升溫。保溫保壓時(shí)間為2小時(shí),釋放壓力方式是降溫、分段釋放壓力。
實(shí)際層壓時(shí),對(duì)待壓板內(nèi)的溫度進(jìn)行監(jiān)控測(cè)量。
為了控制微波多層印制板的介質(zhì)厚度,分別測(cè)量了層壓前和層壓后的各個(gè)單片厚度和成品板的平整度,測(cè)量結(jié)果見(jiàn)下表1和表2。
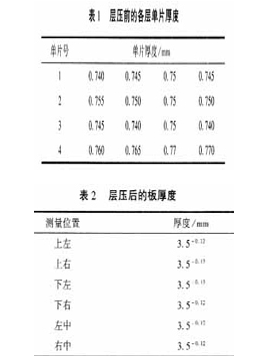
可以看出8層微波多層印制板的厚度均勻性較好,證明有關(guān)參數(shù)的控制比較好。
上述整個(gè)層壓過(guò)程較長(zhǎng),為了縮短制造周期,更便于控制工藝程序、不妨采用另一種半固化片RO4450B,層壓升溫速率可明顯提高,升溫時(shí)間由2小時(shí)縮短為50分鐘。
3 結(jié)論
微波印制板正向基材多樣化、設(shè)計(jì)高精度化、計(jì)算機(jī)控制化、制造專業(yè)化、表面鍍覆多樣化、外形加工數(shù)控化和生產(chǎn)檢驗(yàn)自動(dòng)化的方向發(fā)展。通過(guò)對(duì)兩種陶瓷粉填充微波多層印制板的層壓制造工藝的研究,取得了一定的經(jīng)驗(yàn),為今后的進(jìn)一步深入研究打下了堅(jiān)實(shí)的基礎(chǔ)
-
電路板
+關(guān)注
關(guān)注
140文章
4963瀏覽量
98009 -
華強(qiáng)pcb線路板打樣
+關(guān)注
關(guān)注
5文章
14629瀏覽量
43063
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
多層PCB實(shí)物拆解
滬電股份43億投建AI芯片配套高端印制電路板項(xiàng)目
撓性電路板和柔性多層電路板區(qū)別
如何提高PCB電路板抗干擾的能力
PCB 電路板材質(zhì)全解析
PCB多層板是什么?它有哪些特點(diǎn)?
X-ray射線無(wú)損檢測(cè)設(shè)備檢測(cè)印制電路板

印制電路板企業(yè)鵬鼎控股4月合并營(yíng)收22億 同比增長(zhǎng)52.21%
印度對(duì)華印刷電路板實(shí)施5年反傾銷稅
特創(chuàng)科技啟動(dòng)上市輔導(dǎo),專注印制電路板研發(fā)
印制電路板企業(yè)特創(chuàng)科技重啟上市
集成電路板是什么 集成電路板和芯片的區(qū)別
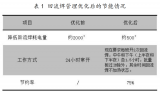
印制電路行業(yè)的多種節(jié)能方案
絲網(wǎng)印刷在金屬線路板上的應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論