 數控銑床的作用有哪些
數控銑床的作用有哪些
數控銑床的作用有哪些
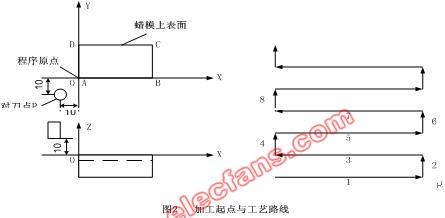
點位控制功能數控銑床的點位控制主要用于工件的孔加工,如中心鉆定位、鉆孔、擴孔、锪孔、鉸孔和鏜孔等各種孔加工操作。連續控制功能通過數控銑床的直線插補、圓弧插補或復雜的曲線插補運動,銑削加工工件的平面和曲面。
1、直線插補
完成數控銑削加工所應具備的最基本功能之一,可分為平面直線插補、空間直線插補、逼近直線插補等。
2、圓弧插補
完成數控銑削加工所應具備的最基本功能之一,可分為平面圓弧插補、逼近圓弧插補等。
3、固定循環
固定循環是指系統所作的固化的子程序,并通過各種參數適應不同的加工要求,主要用于實現一些具有典型性的需要多次重復的加工動作,如各種孔、內外螺紋、溝槽等的加工。使用固定循環可以有效地簡化程序的編制。
4、刀具補償
一般包括刀具半徑補償、刀具長度補償、刀具空間位置補償功能等。
(1)刀具半徑補償——平面輪廓加工
刀具半徑補償功能如果直接按工件輪廓線編程,在加工工件內輪廓時,實際輪廓線將大了一個刀具半徑值;在加工工件外輪廓時,實際輪廓線又小了一個刀具半徑值。使用刀具半徑補償的方法,數控系統自動計算刀具中心軌跡,使刀具中心偏離工件輪廓一個刀具半徑值,從而加工出符合圖紙要求的輪廓。利用刀具半徑補償的功能,改變刀具半徑補償量,還可以補償刀具磨損量和加工誤差,實現對工件的粗加工和精加工。
(2)刀具長度補償——設置刀具長度
刀具長度補償功能改變刀具長度的補償量,可以補償刀具換刀后的長度偏差值,還可以改變切削加工的平面位置,控制刀具的軸向定位精度。
(3)刀具空間位置補償——曲面加工
5、鏡向、旋轉、縮放、平移
通過機床數控系統對加工程序進行上述處理,控制加工,從而簡化程序編制。
6、自動加減速控制
該功能使機床在刀具改變運動方向時自動調整進給速度,保持正常而良好的加工狀態,避免造成刀具變形、工件表面受損、加工過程速度不穩等情形。
7、數據輸入輸出及DNC功能
數控銑床一般通過RS232C接口進行數據的輸入及輸出,包括加工程序和機床參數等。當執行的加工程序超過存儲空間時,就應當采用DNC加工,即外部計算機直接控制數控銑床進行加工。
8、子程序功能
對于需要多次重復的加工動作或加工區域,可以將其編成子程序,在主程序需要的時候調用它,并且可以實現子程序的多級嵌套,以簡化程序的編寫。
子程序功能如果加工工件形狀相同或相似部分,把其編寫成子程序,由主程序調用,這樣簡化程序結構。引用子程序的功能使加工程序模塊化,按加工過程的工序分成若干個模塊,分別編寫成子程序,由主程序調用,完成對工件的加工。這種模塊式的程序便于加工調試,優化加工工藝。
9、自診斷功能
自診斷是數控系統在運轉中的自我診斷,它是數控系統的一項重要功能,對數控機床的維修具有重要的作用。
-
銑床
+關注
關注
1文章
34瀏覽量
11453 -
數控銑床
+關注
關注
0文章
31瀏覽量
7735
發布評論請先 登錄
相關推薦
深圳主軸在數控銑床上的作用 數控銑床主軸
數控銑床編程實例
數控銑床加工實驗
數控銑床的操作與加工實驗






 工商網監
工商網監
評論