") 一文盤點數(shù)控銑床的故障診斷方法
一文盤點數(shù)控銑床的故障診斷方法
一文盤點數(shù)控銑床的故障診斷方法
1、直觀法
直觀法是通過形貌、聲音、顏色、氣味等的變化來診斷故障的方法。它有以下幾種方法。
A.看
用肉眼仔細(xì)檢查有無熔絲燒斷、器件燒壞以及斷路等問題,觀察機械部分傳動軸是否彎曲、晃動等。
B.聽
聽數(shù)控機床因故障而產(chǎn)生的各種異常聲響,如電氣部分中的電源變壓器、阻抗器和電抗器等,因為鐵心松動、銹蝕等原因引起鐵片振動的吱吱聲;繼電器、接觸器等因磁回路間隙過大等原因引起的嗡嗡聲;機械的摩擦聲、振動聲和撞擊聲等。
C.觸摸
觸摸溫升,人類手指的觸覺是很靈敏的,能相當(dāng)可靠地判斷各種異常的溫升;輕微振動也可用手感鑒別;肉眼看不清的傷痕和波紋,若用手指去觸摸可以很容易感覺出來。另外,CNC系統(tǒng)的虛焊或接觸不良,可通過用絕緣物輕輕敲打可疑部位再配合觸摸法來診斷。
D.嗅
嗅因劇烈摩擦或電氣元件絕緣破損短路而產(chǎn)生的煙味、焦糊味等,可較好地判斷故障。
2、資料分析法
資料分析法是通過查閱技術(shù)檔案資料找規(guī)律、查原因,從而判定故障所在的方法。所查閱的資料主要有:
A.?dāng)?shù)控系統(tǒng)資料
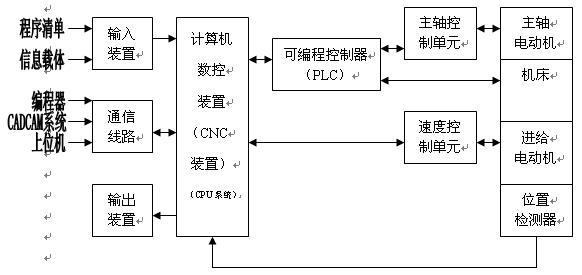
通過數(shù)控系統(tǒng)資料了解數(shù)控系統(tǒng)的特點、報警及排除方法;NC、plc機床參數(shù)設(shè)定的含義;數(shù)控編程的方法;面板上各鍵的作用及操作方法;主軸和進(jìn)給電動機的性能和驅(qū)動器的特征等。重點掌握數(shù)控系統(tǒng)的結(jié)構(gòu)框圖,了解方框中各印制電路板的功能、接口的去向、LED發(fā)光二極管燈的含義等。
B.電氣圖樣
通過電氣圖樣重點看接觸器、繼電器及PLC的輸入/輸出部件等電氣元件。每個國家的電氣符號不同,應(yīng)了解清楚、注意區(qū)別。
C.機械、液壓、氣動部分圖樣
對于數(shù)控銑床的機械、液壓、氣動部分圖樣,要搞清楚其中各個元件的作用,并在圖上一一標(biāo)出。對機電關(guān)系比較密切的部分要重點了解。
D.外文資料
在可能的條件下,盡量看進(jìn)口機床的原版外文資料,以避免翻譯不準(zhǔn)確造成的誤導(dǎo)。
3、故障征兆分析法
A.振動法
由于工業(yè)現(xiàn)場測試條件及分析技術(shù)所限,有些故障征兆的提取與分析不易實現(xiàn),有些故障征兆反映的故障狀態(tài)不敏感。相對來講,數(shù)控銑床的振動是目前公認(rèn)的機械部分最佳故障征兆提取量,它對運行狀態(tài)的反應(yīng)迅速、真實而且全面,能很好地反映出大部分?jǐn)?shù)控銑床機械故障的性質(zhì)與范圍,并有許多先進(jìn)有效的方法可供選用,所以振動法是數(shù)控銑床故障征兆分析法中最常用的方法。振動法分時域診斷與頻域診斷兩大類,而頻域診斷又可分為振動頻域直接分析法與振動頻域二次分析法。
(1)振動時域分析法該法將各種故障狀態(tài)的振動時域信號與正常狀態(tài)的振動時域信號相比較,從而識別數(shù)控銑床的故障狀況。時域分析法主要分時域統(tǒng)計分析法、時域相關(guān)分析法、時域同步分析法等。時域統(tǒng)計分析法通過求出振動信號的各種統(tǒng)計參數(shù),對數(shù)控銑床的故障狀況進(jìn)行分析。時域相關(guān)分析法主要采用自相關(guān)與互相關(guān)分析,對數(shù)控銑床的故障狀況進(jìn)行分析。時域同步分析法是一種在混有噪聲干擾的數(shù)控銑床信號中,提取周期性分量的有效療法,也稱相干檢波去。
(2)振動頻域直接分析法該法是數(shù)控銑床故障診斷上最常用的方法。它把以時間為橫坐標(biāo)的時域信號通過傅里葉變換分解為以頻率為橫坐標(biāo)的頻域信號,得出頻譜圖,求得關(guān)于原時域信號頻率成分的幅值和相位信息,從而得出故障診斷結(jié)果。
(3)振動頻域二次分析法該法通過對頻譜圖提供的信息進(jìn)行進(jìn)一步處理,以提高故障診斷的準(zhǔn)確性。它需要把測得的頻譜圖傳輸給微機,用專用軟件進(jìn)行分析。二次分析法主要有功率譜分析法、倒頻譜分析法、頻率細(xì)化分析法和小波分析法等。
B.噪聲譜分析法
該法在近聲場測量時,引入的于擾較小,其分析結(jié)果與振動測量很接近。如數(shù)控銑床的齒輪磨損后,由于漸開線齒廓畸變而使齒輪運轉(zhuǎn)噪聲聲壓級明顯升高,一般比正常齒輪噪聲級差大十幾分貝。噪聲的頻率一般較高,但對應(yīng)的振動振幅可能并不大。如果振源零部件為運動部件,不易設(shè)置傳感器,可考慮采用噪聲譜分析法。噪聲測量具有攜帶信息豐富、測試方便和非接觸的特點,但應(yīng)設(shè)法解決環(huán)境噪聲的干擾問題。
C.油液分析法
該法通過監(jiān)測潤滑油液中磨屑的分布情況及潤滑油的污染程度,來診斷數(shù)控銑床的磨損故障。其具體采用的方法有:
(1)磁塞檢查法在數(shù)控銑床的油路系統(tǒng)中插入磁性探頭(磁塞),以搜集油液中的鐵磁性磨粒,并定期進(jìn)行觀察以判斷數(shù)控銑床的磨損狀態(tài)。
(2)顆粒計數(shù)器法利用光電技術(shù)對油樣內(nèi)的顆粒粒度進(jìn)行自動計數(shù)和分析。
(3)油樣光譜分析法根據(jù)油樣中各種金屬磨粒,在離子狀態(tài)
下受到激發(fā)時所發(fā)射的特定波長的光譜,來檢測油樣中的金屬類型和含量,從而對故障進(jìn)行診斷。
(4)油樣鐵譜分析法它是一種在高梯度強磁場的作用下,將數(shù)控銑床摩擦副產(chǎn)生的磨粒從油樣中分離出來,按其粒度大小依次排列沉淀到一塊透明玻璃基片上,然后用各種手段觀察或測量,以獲得磨損過程的各種信息,從而分析磨損機理和判斷設(shè)備磨損狀態(tài)的一種分析方法。
4、專家系統(tǒng)法
專家系統(tǒng)一般應(yīng)包括以下幾個部分:知識庫、推理機、對話部分、知識獲取部分和解釋幫助部分,其中最重要的部分是知識庫。建立知識庫的方法有很多,目前針對數(shù)控銑床較常用的有故障樹法。數(shù)控銑床的故障現(xiàn)象按其發(fā)生部位可分為機械部分、進(jìn)給驅(qū)動部分、cNC部分和主軸伺服控制部分。每一部分還可根據(jù)故障復(fù)雜程度,劃分為更細(xì)的子系統(tǒng),如CN(:部分可分為電源控制部分和顯示器部分等。每個子系統(tǒng)可用故障樹表示其故障。首先分析得出的系統(tǒng)故障事件稱為頂事件。頂事件實際上就是一些故障現(xiàn)象,如“手搖脈沖發(fā)生器不起作用”、“進(jìn)給方向同標(biāo)記相反”等。將導(dǎo)致該項事件發(fā)生的直接原因,包括硬件故障、人為因素及環(huán)境因素等列出,用適當(dāng)?shù)倪壿嬮T把它與故障事件連接起來,稱為中間事件。逐級展開故障事件發(fā)生的原因,即產(chǎn)生這些現(xiàn)象的根源,如觸發(fā)器損壞、主印制電路板接觸不良等,稱之為故障節(jié)點。依照此方法可建立各子系統(tǒng)的故障樹。建立了大量的故障樹之后,可將其轉(zhuǎn)換成機器基本數(shù)據(jù)模型,從而建立數(shù)據(jù)庫。目前常見的專家系統(tǒng)還有基于神經(jīng)網(wǎng)絡(luò)的數(shù)控銑床故障診斷專家系統(tǒng),它利用神經(jīng)網(wǎng)絡(luò)所具有的高度并行處理、自適應(yīng)性、容錯性等特點,較好地構(gòu)筑了故障診斷的專家系統(tǒng)。
-
銑床
+關(guān)注
關(guān)注
1文章
34瀏覽量
11453 -
數(shù)控銑床
+關(guān)注
關(guān)注
0文章
31瀏覽量
7735
發(fā)布評論請先 登錄
相關(guān)推薦
深圳主軸在數(shù)控銑床上的作用 數(shù)控銑床主軸
數(shù)控銑床加工實驗
數(shù)控銑床的操作與加工實驗
數(shù)控銑床的編程實驗
數(shù)控銑床基本操作
數(shù)控銑床的切削控制機理
數(shù)控機床故障診斷的一般方法

數(shù)控銑床的作用有哪些
數(shù)控銑床的分類
數(shù)控銑床與普通銑床的主要區(qū)別
數(shù)控銑床主軸故障實例





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論