 有哪些焊接缺陷是與環境相關造成的
有哪些焊接缺陷是與環境相關造成的
很多的smt加工廠家,在電子產品印刷電路板的焊點除了用來固定元器件以外,還要能穩定、可靠的通過一定的大小的電流。焊接的質量直接影響到了電子產品的質量問題,那么有哪些與環境有關的焊接缺陷呢?
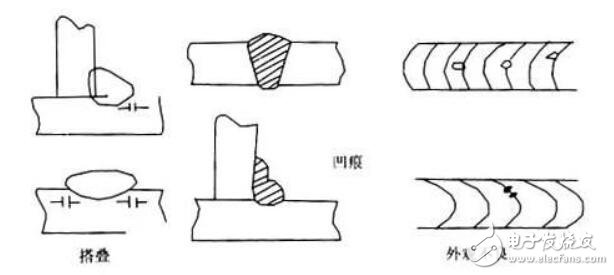
1、 氣泡:smt加工焊接的過程中,將被焊接元器件的引線插入印刷電路板的插孔內,焊接后,在引線的根部有噴火式釬料隆起,其中心有小孔,孔的下面可能掩蓋著很大的空洞,這種焊接缺陷稱為氣泡。發生空洞的原因是印制電路板的銅箔面的熱容量很大,雖然焊接已經結束,但是它的背所面還未冷卻。由于熱惰性,溫度仍然在上升,此時焊點外側開始凝固,而焊點內部產生的氣排出,便造成空洞。此外,焊盤上的污漬,元器件引線氧化處理不良,焊盤過孔太大,元件引線過細,釬料過少,松香用量過多等也會引起此現象。
2、 釬料不足:用電烙鐵焊接時,當釬料過少會造成潤濕不良,釬料不能形成平滑面而成平墊 狀,這種焊接缺陷稱為釬料不足。產生這種缺陷的原因之一是焊絲撤離過早;二是電烙鐵與釬料接觸的有效面積小,溫度過高或焊接時間過長引起的。釬料不足這種焊接缺陷會因環境惡化造成電路的導通不良。這種焊接缺陷的危害是焊點間的機械強度不足,可以通過再加焊錫絲重新焊接。
3、 過熱:這種焊接缺陷的表現為焊點發白、無金屬光澤、表面比較粗糙。過熱產生的原因主要是電烙鐵的功率過大,烙鐵頭溫度過高,加熱時間過長。過熱的危害是焊盤容易剝落,容易造成焊點間的機械強度降低。
4、 冷焊:在smt加工焊接的過程中,釬料尚未完全凝固,被焊元器件導線或引線移動,此時焊點外表灰暗無光澤、結構松散、有細小裂縫等,這種焊接缺陷稱為冷焊。產生冷焊的原因是被焊元器件導線或引線移開太早、被焊元器件抖動、電烙鐵功率不夠。冷焊的危害是焊點間的連接強度低、導電性不好。預防冷焊的措施為在焊接過程中避免被焊元器件導線或引線的抖動。如果有懷疑,必要時可以加針劑進行重焊。
5、 銅箔翹起、剝離、焊盤脫落:銅箔從印制電路板上翹起、剝離,嚴重的甚至完全斷裂,這種現象稱為銅箔翹起、剝離。產生銅箔翹起、剝離的原因是在手工焊接時,未能掌握好操作要領,焊接時過熱或集中加熱電路中的某一部分;或者用烙鐵頭撬釬料等。銅箔翹起、剝離的危害是電路出現短路現象。解決銅箔翹起、剝離、焊盤脫落的措施是加強訓練、反復練習、熟練掌握焊接要領。
6、針孔: 產生針孔的原因主要是焊盤孔與引線間隙太大造成的。針孔的危害是焊點的連接強度低,焊點易被腐蝕。解決針孔的措施為印制電路板上造成的,所開的焊盤孔不宜過大。
7、 松香焊:在針料與被焊元器件引線間形成一層釬劑膜及被溶解的氧化物或污染物,形成豆腐渣形狀的焊點,這種現象稱為松香焊,產生松香焊的原因是烙鐵頭移開太早,使釬劑未能浮到表面。松香焊的危害是焊點間的連接強度不足,電路導通不良會出現時斷時通的現象。預防松香焊的措施為不宜加過多釬劑,焊接時間要恰當。
-
元器件
+關注
關注
112文章
4709瀏覽量
92209 -
焊接
+關注
關注
38文章
3114瀏覽量
59701 -
smt
+關注
關注
40文章
2899瀏覽量
69201
發布評論請先 登錄
相關推薦
SMT焊接常見缺陷原因及對策分析
造成電路板焊接缺陷的三大因素詳解
PCB板出現焊接缺陷的原因
16種PCB焊接缺陷!它們有哪些危害?
SMT焊接常見缺陷原因有哪些?
焊接缺陷及產生的原因






 工商網監
工商網監
評論