") 電火花加工的局限性_影響電火花加工精度的因素
電火花加工的局限性_影響電火花加工精度的因素
電火花加工的局限性
1、只能適用加工金屬等導(dǎo)電材料
不像切削加工那樣可以加工塑料,陶瓷等絕緣的非導(dǎo)電材料。
2、加工速度一般比較慢
因此通常安排工藝多采用切削來去除大部分量,然后再進(jìn)行電火花加工,以提高生產(chǎn)效率
3、存在電極損耗
由于電火花加工靠電,熱來去除金屬,電極也會損耗,而且電極損耗多集中在尖角或低面,影響成型精度
4、最小角部半徑有限制
一般電火花加工能得到的最小角部半徑等于加工間隙(通常為0.02--0.3mm)若電極有損耗或采用平動頭加工,則角部半徑還要增大。
由于電火花加工具有許多傳統(tǒng)切削加工所無法比擬的優(yōu)點,因此其應(yīng)用領(lǐng)域日益擴(kuò)大,目前已廣泛應(yīng)用于機(jī)械,宇航,航空,電子,電機(jī),電器精密細(xì)機(jī)械,儀器儀表,汽車,輕工等行業(yè),以解決加工材料及復(fù)雜形狀零件的加工問題。
影響電火花加工精度的因素
放電間隙的一致性,工具電極的損耗及其穩(wěn)定性。電火加工時,工具電極與工件之間存在著一定的放電間隙,如果加工過程中放電間隙保持不變,則可以通過修正工具電極的尺寸放電間隙進(jìn)行補償,以獲得較高的加工精度。然而放電間隙的大小實際上是變化的,影響著加工精度。
除了保持間隙能否一致性外,間隙大小對加工精度也有影響,尤其是對復(fù)雜形狀的加工表面,棱角部位電場強度分布不均,間隙越大,影響越嚴(yán)重。因此,為了減少加工誤差,應(yīng)采用較少的加工規(guī)準(zhǔn),縮小放電間隙,這樣不但能提高仿形精度,而且放電間隙愈小,可能產(chǎn)生的間隙變化量也愈小;另外,,還必須盡可能使加工過程穩(wěn)定。電參數(shù)對放電間隙的影響也非常顯著,精加工的放電間隙一般只有0.01mm,而粗加工時則為0.5mm左右。
工具電極的損耗對尺寸精度和形狀精度都有影響。電火花穿孔加工時,電極可以貫穿型孔而補償電極損耗,型腔加工時則無法采用這一方法,精密型腔加工時可以采用更換電極的方法。
影響電火花加工形狀精度的因素還有“二次放電”,二次放電是指已加工表面上由于電蝕產(chǎn)物等的介入而再次進(jìn)行的非必要的放電,它使加工深度方向產(chǎn)生斜度和加工棱角棱邊變頓。
電火花加工時,工具的尖角或凹角很難精確的復(fù)制在工件上,這是因為當(dāng)工具為凹角時,工件上對應(yīng)的尖角處放電蝕除的概率大,容易遭受腐蝕而成為圓角。當(dāng)工具為尖角時,一則由于放電間隙的等距性,工件上只能加工出以尖角頂點為圓心,放電間隙s為半徑的圓弧;而則工具上的尖角本身因尖端放電蝕除的概率大而損耗成圓角。采用高頻窄脈寬精加工,放電間隙小,圓角半徑可以明顯減少,因而提高了仿形精度,可以獲得圓角半徑小于0.01mm的尖棱,這對于加工精密小模數(shù)齒輪等沖模是很重要的。
目前,電火花加工的精度可達(dá)0.01-0.05mm,在精密光整加工時可小于0.05mm。
-
脈沖
+關(guān)注
關(guān)注
20文章
890瀏覽量
95645 -
電火花
+關(guān)注
關(guān)注
0文章
29瀏覽量
12456
發(fā)布評論請先 登錄
相關(guān)推薦
ATA-61520功率放大器在電火花加工中的應(yīng)用
金剛石磨輪的電火花成形磨削加工
基于單片機(jī)控制的電火花加工電源
用于電火花加工機(jī)床的直流直線電機(jī)DSP控制技術(shù)研究
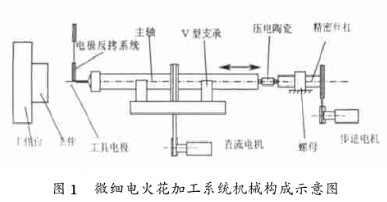
微細(xì)電火花加工的組成特點與系統(tǒng)設(shè)計
電火花加工的三個條件_電火花加工的四個過程
電火花加工的加工特性_電火花加工的工藝參數(shù)
電火花加工有哪些類型
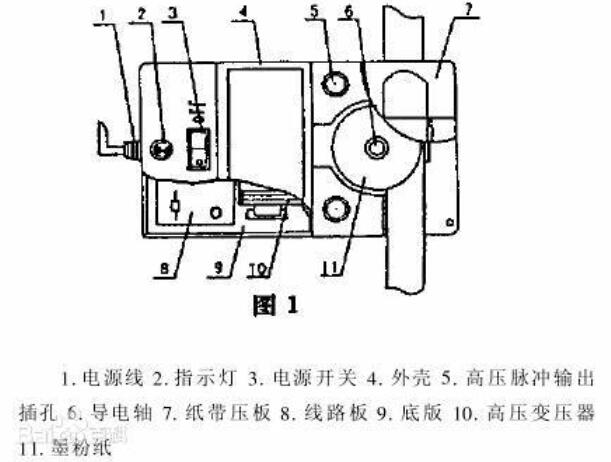
電火花計時器工作原理_電火花計時器工作電壓
電火花加工實驗
功率放大器在電火花加工中的作用有哪些
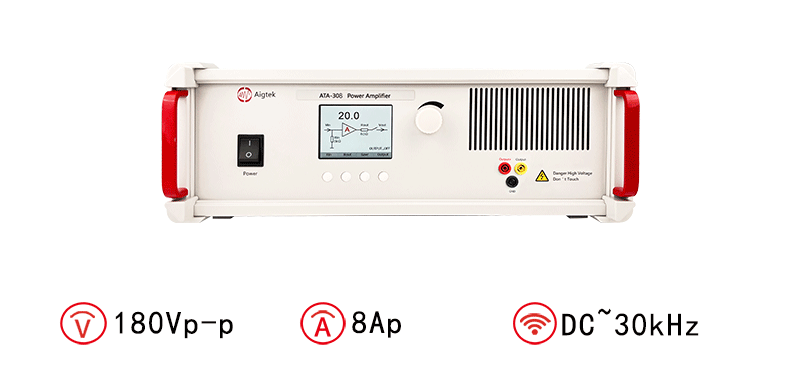
高壓放大器在電火花加工中的作用是什么





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論