 電子元器件的引線成型的目的與要求
電子元器件的引線成型的目的與要求
PCBA廠家元器件焊接到印制電路板上之前有引線成型、元器件插裝兩個預處理步驟。插裝元器件焊接在印制電路板上之前必須先將其引線彎曲以適應印制電路板的安裝,稱為引線成型。
1.引線成形的目的
印制電路板上焊接導線,插裝元器件都要進行引線成形處理,對于軸向引線元器件(元器件引線從兩側成一字形伸出),為了使其插裝在印制電路板上,必須向同一方向垂直彎曲,兩根引線要在同水平面內并且兩根引線要平行,這樣做不僅可以緩解引線浸錫時的熱沖擊,保護元器件和電路板,同時可以使元器件的安裝方便可靠,對于引線在同一方向的元器件( 如晶體管之類),為了增加熱傳導的距離,提高熱阻,緩解焊接時由于電烙鐵加熱時溫度變化引起的熱膨脹,收縮的應力等,也要對其進行引線成形處理,引線成形時要注意在距離引線根部一定距離處打彎成形,不能對根部施加任何應力,因為這類元器件在生產加工過程中由于熱處理而變脆,容易折斷。
2.導線成形、焊接
導線在印制電路板中起連接線作用,可看成插件,因此在導線焊接之前也要進行成形處理。將導線按照連接要求剪下合適長度,注意剪下導線必須平直不能扭曲,將導線剝皮上錫后用尖嘴鉗在距離尋線端頭20mm的地方夾住,用拇指將導線按在尖嘴鉗上成直角,此時不要轉動尖嘴錯。注意用拇指按住導線可能會導致導線沾上污物,因此可采用鑷子或另外一把尖嘴鉗合作共同彎曲導線。
確定需要連線的焊盤孔,將已彎曲的導線一端插人側插孔內,測試需要焊接的兩孔的長度后將導線拿出,將導線另一端也夸成直角;也可不將導線插人孔中,而采用將插人部分對著插孔垂直向上考曲的方法,另端對準另一側待焊孔,直接將導線彎成直角。
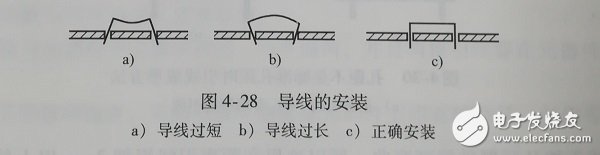
導線成形之后將導線插人焊盤孔內,插人時導線引線應垂直,如果連線太短或太長,都將會造成導線焊接不合格,導線的安裝如下圖所示。
導線插入后需要在電路板另一側進行焊接工作,如果直接將電路板翻轉焊接,導線會從焊盤孔中掉落,因此需要采取一定方法,可在插入導線后將導線進行打彎處理,保持導線不掉落,注意彎曲時保持尖嘴鉗與電路板平行,彎曲導線與電路板成30°,用同樣的方法彎曲另外一側導線,彎曲方向應沿著電路板銅箔的走向,不能超出其邊緣。除此之外還可采用絕緣小板,當連接線引線插裝好之后,將絕緣小板覆在連線面,之后翻轉絕緣小板和印制電路板進行焊接,此種方法在拆焊時有明顯優勢。
連接線焊接完畢之后對連接線進行處理,用斜嘴鉗將多余連線剪掉,連線預留長度不能超過焊盤半徑,盡可能與焊錫形成的焊點頂端齊平。
電子元器件的引線成型要求
手工插裝焊接的元器件引線加工形狀有臥式和豎式。1、引線不應該在根部彎曲,2、彎曲處的圓角半徑R,應要大于兩倍的引腳直徑。3、彎曲后的兩根引線要與元件本體垂直,4、元氣件的符號標志應方向一致。
電子元氣件的插裝方法:1、手工插裝。2、自動插裝。3、元氣件在印制電路板上插裝的原則:①電阻、電容、晶體管和集成電路的插裝應使標記和色碼朝上,易于辨認。②有極性的元氣件有極性標記方向決定插裝方向。③插裝順序應該先輕后重、先里后外先低后高。④元氣件間的間距不能小于1mm,引線間隔要大于2mm。
推薦閱讀:http://www.1cnz.cn/article/89/140/2011/20110830212842.html
-
元器件
+關注
關注
112文章
4712瀏覽量
92211 -
電路板
+關注
關注
140文章
4952瀏覽量
97694 -
PCBA
+關注
關注
23文章
1520瀏覽量
51444
發布評論請先 登錄
相關推薦
電子元器件如何分類?
常見的電子元器件評估板的作用
電子元器件視覺檢測,如何做到精準無誤?

電子元器件如何進行封裝測試?
電子元器件引腳共面性對焊接的影響





 工商網監
工商網監
評論