 氬弧焊的引弧和收弧的基本操作
氬弧焊的引弧和收弧的基本操作
氬弧焊的引弧的基本操作
熔化極氬弧焊的基本操作與CO2氣體保護焊基本相似,操作時可參照CO2氣體保護焊的操作進行。
鎢極氬弧焊以手工鎢極氬弧焊的引弧、運弧及填絲為基本操作,自動鎢極氬弧焊的操作可參照手工鎢極氬弧焊的相關內容進行。
氬弧焊不僅要求氬氣有良好的保護效果,而且必須對被焊工件的接頭附近及填充絲進行焊前清理,除去金屬表面的氧化膜、油脂和濕氣等物質,以保證焊接接頭的質量。手工鎢極氬弧焊的基本操作手法主要有以下內容。
手工鎢極氬弧焊的引弧主要有以下兩種方法:
1)高頻或脈沖引弧法。其操作要點是:首先提前送氣3~4s,并使鎢極和焊件之間保持5~8mm距離,然后接通控制開關,再在高頻高壓或高壓電脈沖的作用下,使氬氣電離而引燃電弧。這種引弧方法的優點是能在焊接位置直接引弧,能保證鎢極端部完好,鎢極損耗小,焊縫質量高。它是一種常用的引弧方法,特別是在焊接有色金屬時被廣泛地采用。
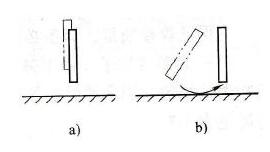
2)接觸引弧法。當使用無引弧器的簡易氬弧焊機時,可采用鎢極直接與引弧板接觸進行引弧的方法。由于接觸的瞬間會產生很大的短路電流,鎢極端部很容易被燒損,因此一般不宜采用這種方法,但因焊接設備簡單,故在氬弧焊打底和薄板焊接等方面仍得到應用。
氬弧焊的收弧基本操作
焊接結束時,如果收弧不正確,在收弧處會產生弧坑裂紋、氣孔及燒穿等缺陷,因此必須掌握正確的收弧方法。收弧時常采用以下幾種方法:
1)增加焊速法。當焊接快要結束時,焊槍前移速度逐漸加快,同時逐漸減少焊絲送進量,直至焊件不熔化為止。此法簡單易行,效果良好。
2)焊縫增高法。與上法正好相反,焊接快要結束時,焊槍前移速度減慢,焊槍向后傾角加大,焊絲送進量增加,當弧坑填滿后再熄弧。
3)電流衰減法。新型的氬弧焊機大部分都有電流自動衰減裝置,焊接結束時,只要閉合控制開關,焊接電流就會逐漸減小,從而使得熔池逐漸縮小,達到與增加焊速法的效果。
4)應用收弧板法。將收弧熔池引到與焊件相連的收弧板上去,焊完后再將收弧板割掉。此法適用于平板的焊接。
為使氬氣有效地保護焊接區,熄弧后需繼續送氣3~5s,以防止鎢極和焊縫表面氧化。
-
焊接
+關注
關注
38文章
3114瀏覽量
59701 -
氬弧焊
+關注
關注
6文章
33瀏覽量
11015
發布評論請先 登錄
相關推薦
求一個高低壓隔離電路,類似于氬弧焊電路
arduino受氬弧焊嚴重干擾
CAD中怎么標注弧長?CAD弧長標注快捷鍵是什么?
新型逆變式高壓脈沖引弧器的研制
基于數字化控制的高頻引弧電路設計

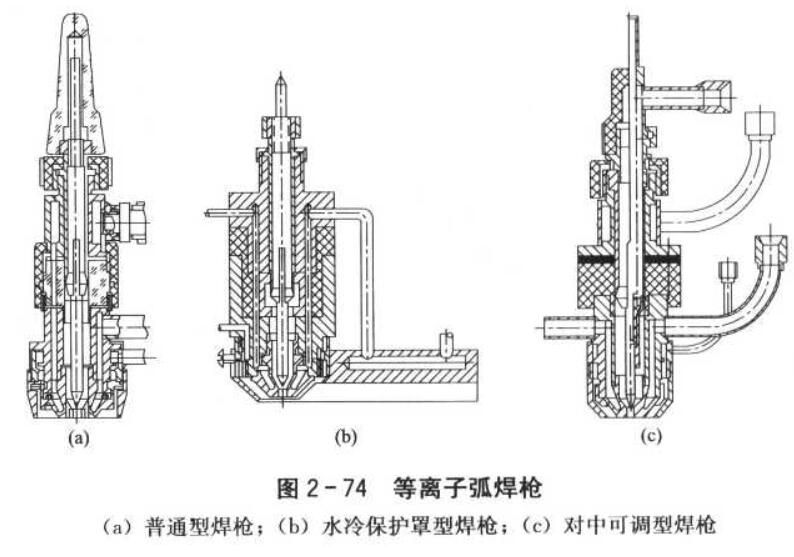
三種比較典型的等離子弧焊槍
埋弧焊工藝與操作技巧





 工商網監
工商網監
評論