") 波導(dǎo)管加工困難的解析
波導(dǎo)管加工困難的解析
波導(dǎo)管產(chǎn)品歷來以精度要求高在通信領(lǐng)域著稱,而隨著通信領(lǐng)域的蓬勃發(fā)展,波導(dǎo)管的使用范圍越來越廣泛。早期我國的波導(dǎo)管產(chǎn)品大多采用手工方式進(jìn)行加工,容易出現(xiàn)廢品率高、效率低下、性能穩(wěn)定性低等問題。本文主要通過對(duì)一種E向H向組合波導(dǎo)管的研究,闡述波導(dǎo)管加工的難點(diǎn)、在通信領(lǐng)域大規(guī)模發(fā)展的重要作用、生產(chǎn)工藝對(duì)產(chǎn)品性能的影響以及生產(chǎn)設(shè)備的技術(shù)更新。
波導(dǎo)管是通信產(chǎn)品中最常用的零件之一,其加工質(zhì)量對(duì)整個(gè)系統(tǒng)的性能至關(guān)重要,加工方法也是多種多樣。早期我國軍方的波導(dǎo)管產(chǎn)品加工方法大多采用熱成形工藝,通過人工進(jìn)行打磨處理,且研制任務(wù)多與生產(chǎn)數(shù)量少,造成無法進(jìn)行大批量高質(zhì)量的批產(chǎn)任務(wù)。這些工藝方法只能用于一些比較規(guī)則的、形狀簡(jiǎn)單的波導(dǎo),對(duì)于E向折波導(dǎo)管、H向折波導(dǎo)管、E向H向組合波導(dǎo)、脊波導(dǎo)等結(jié)構(gòu)復(fù)雜,造型多變的波導(dǎo)管就顯得無能為力了。這些復(fù)雜加工件均為通信設(shè)備中關(guān)鍵和重要部件,都有較高的精度要求,加工難度大。波導(dǎo)管加工的成敗,精度的高低對(duì)通信設(shè)備整體性能是至關(guān)重要的,只有通過當(dāng)代先進(jìn)的數(shù)控加工技術(shù)和設(shè)備才能解決和滿足如此復(fù)雜構(gòu)件的通信設(shè)備的加工。
在大批量生產(chǎn)中,為了保證波導(dǎo)管產(chǎn)品的高合格率、高穩(wěn)定性、抗干擾能力,需要對(duì)波導(dǎo)管產(chǎn)品在設(shè)計(jì)階段、仿真分析階段、試制階段、電磁性能測(cè)試階段進(jìn)行詳細(xì)的研究與分析。要保證產(chǎn)品的性能,就需要提高加工設(shè)備與加工工藝,使之符合波導(dǎo)管產(chǎn)品大批量生產(chǎn)的需求。通過現(xiàn)代鈑金加工技術(shù)與數(shù)控系統(tǒng)的技術(shù)更新迭代發(fā)展,實(shí)現(xiàn)傳統(tǒng)鈑金加工技術(shù)往現(xiàn)代鈑金加工技術(shù)的轉(zhuǎn)變,形成堅(jiān)實(shí)的生產(chǎn)通信設(shè)備的現(xiàn)代高新技術(shù)基礎(chǔ)。
波導(dǎo)管彎曲加工難點(diǎn)
在波導(dǎo)管使用過程中,內(nèi)腔表面中的精度、光潔度,直接影響著通信設(shè)備的整體性能。而且,在波導(dǎo)管彎曲成形的過程中,容易出現(xiàn)橫截面的形狀與壁厚變化,容易變扁和起皺,從而出現(xiàn)內(nèi)壓變寬,外拉變薄的情況。通過加工設(shè)備制造的波導(dǎo)管產(chǎn)品除了內(nèi)腔的要求,還有各種尺寸精度的要求:其中有橫截面的矩形度、側(cè)邊的垂直度偏差需控制在3×10-4弧度內(nèi)、橫截面尺寸偏差需保持在波導(dǎo)口徑的-0.1倍之間、彎曲的弧度、扭轉(zhuǎn)的角度與波導(dǎo)衰減值,這些要求都是波導(dǎo)管產(chǎn)品要實(shí)現(xiàn)高精度、高穩(wěn)定性必須保證的指標(biāo)。所以在波導(dǎo)管彎曲加工中,需要保證這些性能達(dá)到指標(biāo)要求,從而為波導(dǎo)產(chǎn)品批量化生產(chǎn)提供基礎(chǔ)。
產(chǎn)品結(jié)構(gòu)與尺寸
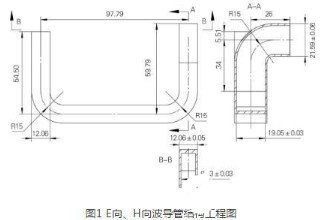
圖1所示為一款E向、H向波導(dǎo)管結(jié)構(gòu)圖紙,圖1中的波導(dǎo)管有兩個(gè)折彎區(qū)域,90°的彎曲角度,圓弧半徑是R15。其中,內(nèi)腔尺寸的精度、圓弧半徑、橫截面與側(cè)邊的垂直度是該產(chǎn)品的加工難點(diǎn)與重點(diǎn)。在此波導(dǎo)管的工作頻率達(dá)到13.75~14.5GHz、駐波比VSWR要小于1.2、插入損耗為0.15dB、功率容量達(dá)到1000W、工作溫度是-60℃~+85℃,除了這些性能要求還需要將產(chǎn)品進(jìn)行本色導(dǎo)電氧化處理。
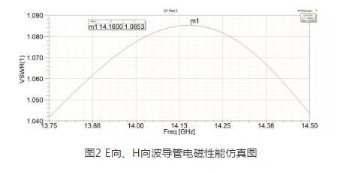
根據(jù)E向、H向波導(dǎo)管的結(jié)構(gòu)工程圖,進(jìn)行電磁性能仿真分析,以期通過仿真示例確定波導(dǎo)管的結(jié)構(gòu)在理想狀態(tài)下達(dá)到所需電磁性能的要求。進(jìn)行仿真分析可以在產(chǎn)品設(shè)計(jì)初期進(jìn)行評(píng)價(jià)、預(yù)防和改正設(shè)計(jì)錯(cuò)誤,提高效率的同時(shí),也提升了經(jīng)濟(jì)效益。E向、H向波導(dǎo)管電磁性能仿真分析如圖2所示。
由圖2曲線可以看出,該產(chǎn)品的頻率范圍是13.75~14.5GHz,且該產(chǎn)品的駐波比VSWR隨著頻率的增長(zhǎng)呈現(xiàn)出先增長(zhǎng)后下降的趨勢(shì),大概在14.16GHz這個(gè)頻段出現(xiàn)峰值,且駐波比VSWR的峰值是1.085。將這一數(shù)值與該產(chǎn)品的性能指標(biāo)進(jìn)行對(duì)比,可以看出該數(shù)值符合性能指標(biāo)的要求,說明該產(chǎn)品的設(shè)計(jì)是合理且規(guī)范的。
波導(dǎo)管加工設(shè)備及模具分析
波導(dǎo)管加工設(shè)備
波導(dǎo)管彎曲成形所使用的設(shè)備是波導(dǎo)管數(shù)控拉彎機(jī),數(shù)控拉彎機(jī)主要由夾緊機(jī)構(gòu)、裝料卸料機(jī)構(gòu)、軸向頂推機(jī)構(gòu)、主回轉(zhuǎn)機(jī)構(gòu)、控制系統(tǒng)及動(dòng)力系統(tǒng)組成。由裝料卸料機(jī)構(gòu)及夾緊機(jī)構(gòu)完成波導(dǎo)芯子的安裝及波導(dǎo)管的夾緊;由控制系統(tǒng)控制彎曲角度及輔推力;由液壓缸驅(qū)動(dòng)齒條從而帶動(dòng)齒輪旋轉(zhuǎn),實(shí)現(xiàn)波導(dǎo)管的彎曲加工。波導(dǎo)管數(shù)控拉彎機(jī)如圖3所示。
模具分析
在模具設(shè)計(jì)與制造中,必須使模具保證兩個(gè)技術(shù)條件:(1)兩側(cè)刀吃刀深度要保持一致;(2)在彎曲管時(shí),三把刀刃必須在同一個(gè)平面上。這樣既能保證兩側(cè)刀、波導(dǎo)支座與波導(dǎo)管相接觸并受力均勻,又可以防止在加工時(shí),出現(xiàn)扭曲等情況。當(dāng)使用折彎機(jī)進(jìn)行彎管時(shí),需持續(xù)將波導(dǎo)送進(jìn)。當(dāng)產(chǎn)生較大熱量的時(shí)候,為了有較佳的延伸效果與提高刀具的壽命,需選用適當(dāng)?shù)臐櫥瑒?/p>
在波導(dǎo)管彎曲加工中,波導(dǎo)管彎曲部分的管坯橫斷面容易變扁和起皺。為了保證彎管質(zhì)量,彎曲前需要在管坯內(nèi)裝入填充料或芯棒。E向、H向波導(dǎo)管加入芯棒難度較大,所以采用的填充物是石蠟等低熔點(diǎn)填充物。因?yàn)樘畛湮锞哂信蛎浵禂?shù)小、有較好的強(qiáng)度和剛性、低熔點(diǎn)、良好的切削性、與金屬結(jié)合力不足等特點(diǎn),可以在波導(dǎo)管的加工過程中,達(dá)到保證其尺寸精度、提高工藝性、用低成本的辦法提高合格率和生產(chǎn)效率等目的。
波導(dǎo)管產(chǎn)品與性能檢測(cè)
波導(dǎo)管產(chǎn)品
根據(jù)工程圖的精度要求、表面處理要求、電磁性能要求與相應(yīng)配備的加工設(shè)備,制造出具備使用性能的相關(guān)波導(dǎo)管產(chǎn)品,圖4中所示產(chǎn)品已經(jīng)經(jīng)過噴粉處理,涂層厚度要求為0.12~0.18mm,也通過交變鹽霧試驗(yàn)240h。
波導(dǎo)管產(chǎn)品性能檢測(cè)
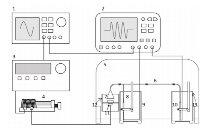
對(duì)已經(jīng)制造成形的波導(dǎo)管產(chǎn)品,雖然在外觀上符合設(shè)計(jì)的要求,但并不代表其就屬于合格產(chǎn)品。因?yàn)镋向、H向波導(dǎo)管產(chǎn)品是通信系統(tǒng)相關(guān)設(shè)備的關(guān)鍵零部件,主要用于傳送超高頻電磁波,從而以極小的損耗將脈沖信號(hào)傳送至目的地。所以,該產(chǎn)品不僅需要機(jī)械性能的檢測(cè),還需要使用網(wǎng)絡(luò)分析儀等相關(guān)儀器檢測(cè)產(chǎn)品的電磁性能。通過儀器所顯示的檢測(cè)數(shù)據(jù),確定由波導(dǎo)管數(shù)控拉彎機(jī)制造出的波導(dǎo)管產(chǎn)品是否能達(dá)到高精度、高穩(wěn)定性的要求,以此驗(yàn)證波導(dǎo)管大批量生產(chǎn)的可行性。使用網(wǎng)絡(luò)分析儀進(jìn)行性能檢測(cè)情況與結(jié)果如圖5所示。
網(wǎng)絡(luò)分析儀電磁性能檢測(cè)情況,該波導(dǎo)管產(chǎn)品的頻率范圍是13.75~14.5GHz,且駐波比VSWR波動(dòng)幅度為0.0972。當(dāng)頻率為11.81 GHz時(shí),波導(dǎo)管的駐波比達(dá)到了峰值,約為1.097。將此數(shù)據(jù)與電磁性能仿真分析進(jìn)行對(duì)比,可以看出,該產(chǎn)品的電磁性能是比較接近理想狀態(tài)下的數(shù)值,也說明了通過該拉彎機(jī)生產(chǎn)出來的產(chǎn)品是比較優(yōu)異的。通過對(duì)E向、H向波導(dǎo)管的研究,可以發(fā)現(xiàn),如果沒有先進(jìn)的數(shù)控加工設(shè)備與加工技術(shù),也就不會(huì)存在像波導(dǎo)管這類精度高、穩(wěn)定性要求高的零部件,自然5G通信設(shè)備就不會(huì)有蓬勃發(fā)展的可能。反之,正是5G通信設(shè)備對(duì)波導(dǎo)管這類關(guān)鍵零部件提出了更高的要求,從而間接推動(dòng)了數(shù)控加工的技術(shù)更新,豐富了數(shù)控加工在通信領(lǐng)域制造的應(yīng)用。
結(jié)束語
通過對(duì)一種E向H向組合波導(dǎo)管的研究,可以發(fā)現(xiàn)在5G通信技術(shù)蓬勃發(fā)展的今天,已經(jīng)對(duì)波導(dǎo)管形狀造型提出了更高的要求。在通信設(shè)備網(wǎng)絡(luò)中,已經(jīng)有大量的波導(dǎo)管進(jìn)入該系統(tǒng)中,正在發(fā)揮著不可忽視的作用。但是,波導(dǎo)管的精度要求高、波導(dǎo)管加工設(shè)備研發(fā)遲緩、波導(dǎo)管造型多變,使得波導(dǎo)管的彎曲加工一直以來都是波導(dǎo)設(shè)備器件加工的難題。所以,在鈑金加工領(lǐng)域中,對(duì)數(shù)控拉彎機(jī)就提出來更高的要求,從而加速實(shí)現(xiàn)拉彎機(jī)技術(shù)更新迭代發(fā)展,也使鈑金加工計(jì)算、鈑金加工設(shè)備正朝著聯(lián)動(dòng)與復(fù)合加工的方向高速發(fā)展,而數(shù)控系統(tǒng)也呈現(xiàn)出往智能化、科學(xué)化發(fā)展的趨勢(shì),為我國的加工制造業(yè)的發(fā)展充分發(fā)揮作用。
隨著移動(dòng)通信需求的不斷增長(zhǎng),新一代移動(dòng)通信系統(tǒng)——5G將在未來幾年逐漸商用。拉彎機(jī)壓彎成形工藝在波導(dǎo)管彎曲成形的應(yīng)用市場(chǎng)將大大提升,使得波導(dǎo)管彎曲成形的市場(chǎng)需求大幅提高。數(shù)控拉彎機(jī)的技術(shù)更新也解決了以往微波器件生產(chǎn)中的一個(gè)“瓶頸”問題,為波導(dǎo)管的批量生產(chǎn)打下了良好基礎(chǔ)。
-
通信
+關(guān)注
關(guān)注
18文章
6029瀏覽量
135954 -
通訊設(shè)備
+關(guān)注
關(guān)注
1文章
61瀏覽量
12677
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
AR&MR光波導(dǎo)器件的仿真研究
Jcmsuite應(yīng)用:脊形波導(dǎo)模式分析
Jcmsuite應(yīng)用:脊形波導(dǎo)模式分析
AR&MR光波導(dǎo)器件的仿真研究
波導(dǎo)同軸轉(zhuǎn)接器的原理
PCBA加工全流程解析:電子制造的關(guān)鍵環(huán)節(jié)
激光焊接技術(shù)在焊接醫(yī)療指引導(dǎo)管的工藝應(yīng)用

射頻功率放大器在亞波長(zhǎng)波導(dǎo)管中超聲波傳播的實(shí)驗(yàn)研究
激光焊接技術(shù)在焊接醫(yī)療心臟射頻消融導(dǎo)管的工藝應(yīng)用

RFTOP推出全系列標(biāo)準(zhǔn)增益喇叭天線
一種新的微帶線和矩形波導(dǎo)集成形結(jié)構(gòu)研究

球囊擴(kuò)張導(dǎo)管疲勞試驗(yàn)儀儀器評(píng)估

激光焊接技術(shù)在焊接醫(yī)療導(dǎo)管中的工藝特性

激光焊接技術(shù)在焊接鼻膽引流導(dǎo)管的應(yīng)用特點(diǎn)

激光焊接機(jī)在焊接鼻膽引流導(dǎo)管的技術(shù)應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論