") 夾具布局方案對(duì)生產(chǎn)線效率及質(zhì)量提升的關(guān)鍵
夾具布局方案對(duì)生產(chǎn)線效率及質(zhì)量提升的關(guān)鍵
柔性生產(chǎn)線的CNC專用夾具方案是實(shí)現(xiàn)高效加工的基礎(chǔ)。下面我們從共線生產(chǎn)的多品種發(fā)動(dòng)機(jī)缸體缸蓋夾具的關(guān)鍵結(jié)構(gòu)設(shè)計(jì)著手,探討夾具布局方案對(duì)生產(chǎn)線效率及質(zhì)量提升的關(guān)鍵設(shè)計(jì)。
Part.1 粗加工高效夾具設(shè)計(jì)
粗加工序完成后續(xù)工序定位基準(zhǔn)加工;主要加工面去余量,同時(shí)預(yù)留合理的余量給精加工以保證加工面最終尺寸及平面度、表面粗糙度等要求。在多產(chǎn)品粗基準(zhǔn)相同的工藝條件下,關(guān)鍵考慮加工干涉、切削效率和加工質(zhì)量穩(wěn)定性。產(chǎn)品粗基準(zhǔn)不同時(shí),需通過夾具的創(chuàng)新設(shè)計(jì)實(shí)現(xiàn)兼容性。
1. 氣缸體夾緊方案
如圖1所示,粗加工主要為缸體、燃燒室面等特征加工。工件落座后,夾具主要通過油缸推出壓桿壓緊缸體毛坯的排沙工藝孔,將零件精確壓緊在基準(zhǔn)方向上,但因鑄造余量、拔模斜度及切削沖擊載荷導(dǎo)致壓緊桿頻繁斷裂,嚴(yán)重影響生產(chǎn)效率。
圖1 粗加工輔助夾緊設(shè)計(jì)
但此方向另一定位點(diǎn)的夾緊頭從未發(fā)生過斷裂問題,通過重新合理設(shè)計(jì)壓頭結(jié)構(gòu),如圖2所示,將此向所有輔助夾緊方案設(shè)計(jì)為同一結(jié)構(gòu),有效解決了壓頭因沖擊導(dǎo)致斷裂的問題。
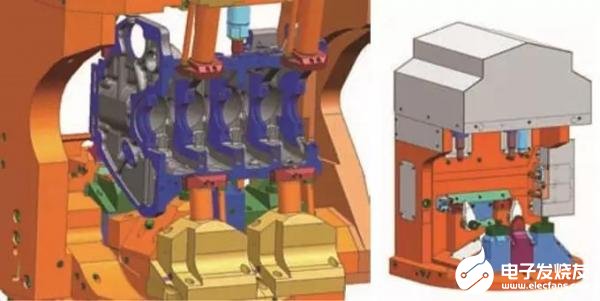
圖2 粗加工Z向輔助夾緊新設(shè)計(jì)
2.雙夾具方案適應(yīng)共線生產(chǎn)
氣缸蓋的粗定位基準(zhǔn)差異較大,為實(shí)現(xiàn)不同產(chǎn)品共線生產(chǎn)提出三種方案:
1) 外包實(shí)現(xiàn)粗加工序特征;
2) 新增一臺(tái)CNC;
3) 在同一臺(tái)加工中心上加工。

圖3 缸蓋雙夾具設(shè)計(jì)實(shí)現(xiàn)精基準(zhǔn)的加工
通過換型定位裝置或設(shè)置雙夾具方案,經(jīng)評(píng)估大批量生產(chǎn)方式下優(yōu)選雙夾具方案。如圖3所示,大小缸體的缸蓋零件定位設(shè)計(jì)差異較大:雙夾具設(shè)計(jì)Ⅰ設(shè)計(jì)為小缸體加工;Ⅱ?yàn)榇蟾左w加工位置,成功實(shí)現(xiàn)成本控制和質(zhì)量保證。
Part.2 基于“一面兩銷”的精加工夾具設(shè)計(jì)
缸體、缸蓋為典型的箱體類零件加工,在加工基準(zhǔn)上采用“一面兩銷”的定位方案來實(shí)現(xiàn)6個(gè)平面及孔系的精加工。
1.采用A/B軸夾具
基于B軸傳動(dòng)方式,原缸體生產(chǎn)線全部采用B軸夾具方案,如圖4所示,部分加工特征如曲軸位置傳感器孔,主軸承蓋結(jié)合面等特征加工必須將零件翻轉(zhuǎn)直立后才能完成加工。
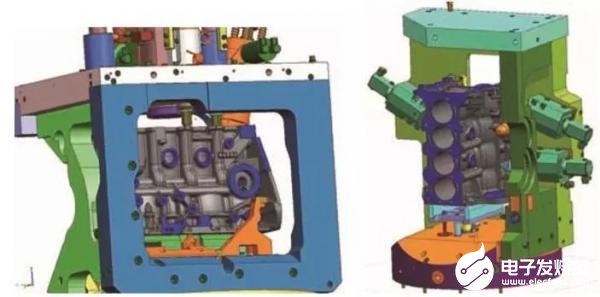
圖4 缸體全部B軸夾具設(shè)計(jì)方案
經(jīng)過行業(yè)考察及氣缸蓋A軸實(shí)際應(yīng)用,1.5L以下小排量鑄鐵缸體的加工負(fù)荷通過A軸加工完全可以達(dá)到工藝要求。如圖6所示,采用 B 軸、A軸串聯(lián)布置方式可以方便地實(shí)現(xiàn)零件的定位面一直朝下,無需再整體翻轉(zhuǎn)立起,不僅節(jié)省了員工的操作時(shí)間,降低了工作負(fù)荷,而且避免了翻轉(zhuǎn)過程中切削液飛濺導(dǎo)致工作環(huán)境的污染。

圖5 采用A/B軸串聯(lián)工藝布局結(jié)構(gòu)
2.優(yōu)化鋁合金夾具夾緊點(diǎn)設(shè)計(jì)
采用杠桿式增力夾緊機(jī)構(gòu)設(shè)計(jì)應(yīng)用于鋁合金缸蓋的加工,既避免缸蓋的形變,又滿足加工受力的要求,如圖6所示,大部分工位采用類似結(jié)構(gòu)設(shè)計(jì),滿足生產(chǎn)線長期耐久運(yùn)行的考驗(yàn)。因夾緊點(diǎn)距離差異較大,無法實(shí)現(xiàn)兼容夾緊工序,通過設(shè)計(jì)快換的夾頭結(jié)構(gòu),實(shí)現(xiàn)不同零件的兼容。

圖6 夾具結(jié)構(gòu)采用杠桿式增力機(jī)構(gòu)及快換壓頭
3.到位擋停結(jié)構(gòu)精確設(shè)計(jì)
基于低成本設(shè)計(jì)要求,CNC設(shè)計(jì)為半自動(dòng)上料。為確保員工將零件推拉到位,機(jī)床夾具的感應(yīng)裝置設(shè)計(jì)尤為重要。

圖7 工件到位擋停機(jī)構(gòu)設(shè)計(jì)
因此設(shè)計(jì)如圖7所示,工件推到位后實(shí)現(xiàn)連接機(jī)構(gòu)內(nèi)部氣路接通而產(chǎn)生通道內(nèi)壓力變化直到設(shè)定值,實(shí)現(xiàn)零件到位監(jiān)控。通過將該信號(hào)寫入設(shè)備的互鎖邏輯,零件未到位時(shí),則機(jī)床不加工以防止零件掉入加工倉。
4.定位銷氣檢結(jié)構(gòu)設(shè)計(jì)
基于“一面兩銷”的設(shè)計(jì)結(jié)構(gòu),如圖8所示,“一面”通過3個(gè) 或4個(gè)定位點(diǎn);“兩銷”即圓銷和菱形銷定位組件。
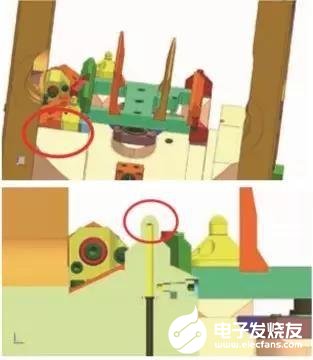
圖8 定位銷設(shè)計(jì)結(jié)構(gòu),斷銷通過氣壓檢測實(shí)現(xiàn)自動(dòng)報(bào)警
設(shè)計(jì)均采用了氣壓監(jiān)測通道,當(dāng)受力過大導(dǎo)致斷銷時(shí)機(jī)床將自動(dòng)停機(jī)并報(bào)警,防止刀具碰撞事故發(fā)生。
5.定位點(diǎn)結(jié)構(gòu)設(shè)計(jì)
如圖9所示,夾具各定位點(diǎn)均采用了氣密監(jiān)測及切削液沖洗裝置:在定位過程中沖洗防止定位面粘鐵屑導(dǎo)致的加工異常;加工過程中氣密檢測全程監(jiān)控零件是否移位。
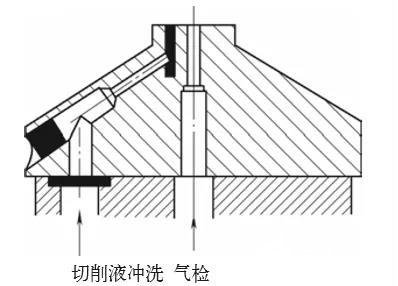
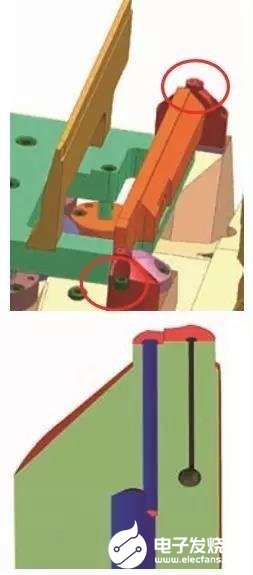
圖9 定位面設(shè)計(jì)結(jié)構(gòu)
Part.3 關(guān)鍵特征加工夾具設(shè)計(jì)
機(jī)加工全部采用CNC加工,主要考慮生產(chǎn)柔性及未來新產(chǎn)品導(dǎo)入等因素,但在關(guān)鍵特征加工的長期能力無法達(dá)到工藝要求,比如曲軸孔精鏜位置度。
1.特殊工位夾具設(shè)計(jì)
缸體曲軸孔采用專機(jī)特性的線鏜刀工藝加工方式,既兼顧C(jī)NC的柔性,又保證專機(jī)加工的穩(wěn)定性,其關(guān)鍵核心為在刀具遠(yuǎn)端增加一軸承支撐,防止刀具重力因素及加工材料軟硬導(dǎo)致位置變異。但線鏜刀對(duì)進(jìn)刀的中心要求非常苛刻,基于銷孔配合的定位方案存在一定間隙的影響。
為消除間隙,如圖10所示,在零件 側(cè)面增加一推動(dòng)液壓缸,工件落座定位后通過推桿將零件推向一側(cè),消除 潛在間隙影響確保對(duì)中度。通過在CNC上使用專機(jī)線鏜刀方案,成功將曲 軸孔前后端中心差異從0.025mm改進(jìn)到0.01mm以內(nèi)。
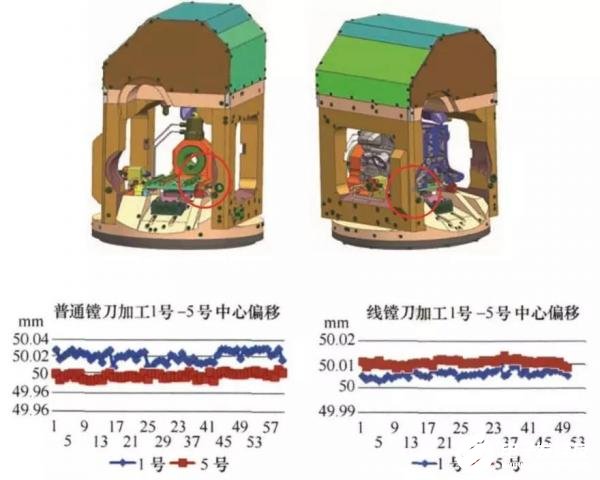
圖10 關(guān)鍵工序采用液壓杠消除定位間隙設(shè)計(jì)
2.關(guān)鍵工位工裝在線測量裝置
在線測頭用于箱體類零件關(guān)鍵特征的加工,主動(dòng)干預(yù)過程實(shí)現(xiàn)加工能力提升。如缸體止推面、缸體缸蓋燃燒室面等重要特征加工探測,為保證加工尺寸能力,通過測頭測量實(shí)現(xiàn)刀具磨損進(jìn)行補(bǔ)償。為避免測頭粘鐵屑、鋁屑、測頭本體波動(dòng)等影響,通過在夾具上安裝一標(biāo)準(zhǔn)尺寸的參考件,定期對(duì)測量系統(tǒng)進(jìn)行標(biāo)定、監(jiān)控,確保加工尺寸的準(zhǔn)確性。
箱體類零件專用夾具在缸體、缸蓋生產(chǎn)線已成功開發(fā)應(yīng)用。除了部分夾緊及導(dǎo)向組件需手動(dòng)換型外,定位器件均無需換型,可實(shí)現(xiàn)3大類系列產(chǎn)品的共線生產(chǎn)。基于一面兩銷的精加工A/B軸混合使用,有效縮短了生產(chǎn)輔助時(shí)間,提升了人機(jī)工程的應(yīng)用,特別是專機(jī)概念應(yīng)用到CNC夾具的設(shè)計(jì),有效提升了關(guān)鍵特征長期加工能力。
責(zé)任編輯:wv
-
夾具
+關(guān)注
關(guān)注
0文章
78瀏覽量
13318 -
CNC
+關(guān)注
關(guān)注
7文章
309瀏覽量
35139
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
福祿克產(chǎn)品在工廠生產(chǎn)線設(shè)備維護(hù)中的應(yīng)用
初創(chuàng)公司借助NVIDIA Metropolis和Jetson提高生產(chǎn)線效率
電池組半自動(dòng)生產(chǎn)線:高效、智能的生產(chǎn)解決方案
生產(chǎn)線自動(dòng)化革新:視覺上下料技術(shù)的精準(zhǔn)應(yīng)用與效率飛躍
視覺檢測的優(yōu)勢有哪些?為什么傳統(tǒng)生產(chǎn)線要做視覺檢測?
生產(chǎn)線產(chǎn)量計(jì)數(shù)物聯(lián)網(wǎng)系統(tǒng)解決方案
智能焊接生產(chǎn)線操作注意事項(xiàng)有哪些

柔性生產(chǎn)線系統(tǒng)的構(gòu)成單元有哪些
ZR執(zhí)行器:提升生產(chǎn)效率的關(guān)鍵一環(huán)
工控機(jī)在智能化生產(chǎn)線控制方面有哪些具體應(yīng)用?

智能焊接生產(chǎn)線要求標(biāo)準(zhǔn)有哪些

MES系統(tǒng)對(duì)生產(chǎn)追溯的好處
樂華工位機(jī)如何提高工廠生產(chǎn)線的生產(chǎn)效率






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論