 復合加工是什么 以及有哪些要點
復合加工是什么 以及有哪些要點
復合加工是機械加工領域目前國際上最流行的加工工藝之一,可以把幾種不同的加工工藝,在一臺機床上實現。復合加工應用最廣泛,難度最大的就是車銑復合加工,相當于一臺數控車床和一臺加工中心的復合。
“復合”的目的就是讓一臺機床具有多功能性,可一次裝夾完成多任務,提高加工效率和加工精度。
發動機類零件復合加工應用分析
航空發動機零件的整體化、結構化、輕量化是大推比發動機的重要設計特性之一。整體結構件具有減重、減級、增效并提高可靠性的優點,符合航空發動機零部件易維護、高可靠性和長壽命的服役需求。
葉片、葉盤等典型零件
例如將壓氣機盤和軸頸設計為一體的壓氣機盤,將轉子葉片和壓氣機盤設計為一體的整體葉盤等。整體結構零件結構復雜,和原單體零件相比裝夾定位效果明顯削弱,使得零件剛性減弱,加工中容易產生振顫。因而加工中零件個別部位容易產生變形,幾何尺寸和表面質量受到一定程度影響。
單體葉片加工時可以夾緊葉片的軸頸部位,同時用頂尖頂住葉冠,一個方向夾緊,一個方向支撐。整體葉盤銑削葉片時只能以夾緊輪轂的前后緣板,葉冠無支撐,葉片在懸臂狀態下加工,工藝性明顯劣于單體葉片。因此整體結構零件基本上融合了原來兩個單體零件,盤和葉片的加工難度。
整體葉盤和機匣類零件是公認的航空發動機制造中難度最大的零件之一。其工藝流程復雜既包含常見的機械加工車、銑、鉆、鏜、絞、磨,又包括了特種加工如噴涂、噴丸、熱處理等,工藝流程長達幾十或數百道工序,如圖所示。

整體葉盤類零件可以應用銑車復合加工中心,葉身型面銑削加工,輪盤表面的精車加工,以及進、排氣兩端的精密連接孔加工可以同時集中在一臺機床上加工。同理,機匣類零件也可以將機匣外型面銑削和內型腔的車削以及前后端面精密連接孔鉆、鏜加工,同時在銑車復合加工中心上集中完成。加工結束后,可以應用機床上配備的在線測量功能,檢查加工結果,形成加工、測量一體化。這類機床應該具備立式、臥式轉換功能,其中銑削以臥式加工為主,車削則以立式加工為主。
由若干級壓氣機盤裝配而成的轉子,可以在配備了動力磨削頭的車加工中心上,精修圓周徑向基準后,在車削裝夾定位基礎之上,立即磨削各級葉片葉冠端面,是應用復合加工的又一實例。
車削工藝為主,銑削工藝為輔
車銑復合加工中心適合加工以車削工藝為主,銑削工藝為輔的零件。五軸車銑復合加工中心的B 軸擺頭車削技術,對于加工航空發動機零件中一些形狀復雜的半封閉型腔凸顯出相當大的優勢,是近年來發展較快的新技術。一些機床廠家已經將該項功能作為出售機床的標準配置之一。
B軸擺頭車削特別適合加工壓氣機盤、軸頸一體結構盤類零件和進、氣排邊雙側帶篦齒環的整體葉盤類零件。這類零件的結構特點是:輻板長、型腔狹小、盤心孔部位刀具入口處狹窄、內腔底部變寬,輻板與盤心孔的高度差較大。加工難點在于薄壁結構加工中容易受切削力影響產生變形,且封閉腔切削中刀具和內腔型面容易產生碰撞、干涉。特別是干涉的處理,成為能否加工出完整、準確型腔的重要前提。通常要請刀具制造工程師設計特殊形狀的非標刀具,致使刀具成本幾乎增加一倍,對企業來說是一個不小的負擔。

封閉內型腔結構在常規車加工中心上加工,需要3把非標刀具才能將型面全部加工完成,其運動方向和切削區域如圖所示。應用了車銑復合加工中心B軸擺頭車功能后,型腔用如圖所示的2把刀具加工就可以完全覆蓋整個區域。
當引入B 軸車削加工技術時,利用B 軸在車削中可以擺頭的功能,使銑削主軸頭帶動刀具同步擺動,使得車刀桿軸線隨著加工部位的變化逐漸地調整其與型腔之間的角度,最大限度利用型腔的有限空間,拓展了每一把刀的運動方位,彌補了常規車削中刀桿固定不動的不足,減少了不同刀具換刀加工所產生的接刀痕,改善了表面質量,這一點在發動機零件的加工中尤為重要。
從某種意義上說,數控車床的誕生使得車削非線性曲面變得輕而易舉,而B 軸擺頭車削技術的誕生使得復雜結構零件的車削工藝能力得到極大的提升。
以能量復合為基礎的復合加工技術應用了多種形式的能量綜合作用來實現材料的去除,提高了難加工材料、難加工結構的加工效率和加工質量。
復合加工工藝要點總結
一、防止加工中出現干涉
由于車銑復合加工中心增加了銑削加工時的主軸刀具回轉功能,使其不同于原來車床的滑枕加刀夾結構,顯得較為龐大。在加工零件時,必須要考慮是否會與零件、夾具、機床工作臺(或轉盤)產生干涉與碰撞。解決的方法是,應用幾何虛擬仿真技術,虛擬仿真軟件環境建立零件、夾具、機床工作臺(或轉盤)和機床銑削主軸準確的三維數據模型,運行數控加工程序,檢查刀具軌跡是否過切,判斷銑削主軸是否與零件、夾具以及工作臺干涉,并根據干涉具體情況采取有效措施予以調整,通過加長刀具刀桿的長度,加高夾具的高度,使銑削主軸有足夠的運動行程空間。
二、工藝路線編排合理
車銑復合或銑車復合工序盡量安排在零件的精加工階段,也即零件的最終成形加工階段。粗加工或半精加工工序安排在常規設備上進行。這樣既可以規避高端設備資源緊張的情況,又最大化的將車、銑、鉆、鏜等多個工藝集中,一次性加工完成工件大部分加工,提高零件的加工精度。
最后,還需要明確的一個問題是,車銑復合機和加工中心的區別:
一、車銑復合加工中心是帶B軸聯動、C軸聯動的可以做車削加工和銑削加工的機床,可以說在車銑復合機床上面可以完成一個零件的全部或者大部分加工,所以又稱為小型生產線。它不僅能夠提高產品的精度和加工產品的效率,而且對企業而言大大節約了機床的占地面積,過去需要在幾臺機床上完成一個零件的加工,只需要一天就可以完成所有的加工。這類機床也可以分為立式銑車復合和臥式車銑復合機床,在歐洲和日本等發達國家這類機床已經是非常普遍了,中國剛開始起步,而且發展很慢,主要是國人對這類機床還是像對待以前的機床一樣去做加工,這樣大大地浪費了車銑復合機床。
二、對于五軸加工中心而言,只能做銑削加工而不能做車加工。所以在加工的時候也有很多局限,車銑復合能夠覆蓋五軸加工中心的加工,但是五軸卻不能夠做車銑復合的加工。
責任編輯:wv
-
機床
+關注
關注
1文章
581瀏覽量
30258
發布評論請先 登錄
相關推薦
智能柔性制造:AMR 復合機器人賦能 CNC 加工行業
AMR 復合機器人:CNC 加工行業的變革性力量

深控技術 “不需要點表的工業網關” 在機械加工中的解決方案及實施案例

AMR復合機器人助力CNC加工行業解決人力成本問題
數控機床的加工特點以及主要加工對象
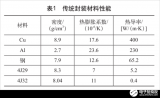
電子封裝用金屬基復合材料加工制造的研究進展

主軸維修:關鍵步驟和要點有哪些?|深圳恒興隆機電.
電子封裝用金屬基復合材料加工制造的研究進展
PCBA加工的有鉛工藝和無鉛工藝區別
精密電子連接器電鍍加工中pogo pin零部件的電鍍要點






 工商網監
工商網監
評論