") 波峰焊工藝對PCB設(shè)計(jì)與元器件有什么特殊要求
波峰焊工藝對PCB設(shè)計(jì)與元器件有什么特殊要求
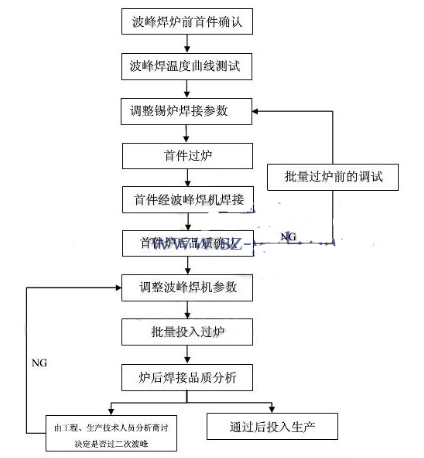
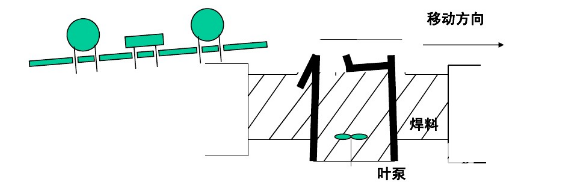
波峰焊是指將熔化的軟釬焊料(鉛錫合金),經(jīng)電動(dòng)泵或電磁泵噴流成設(shè)計(jì)要求的焊料波峰,亦可通過向焊料池注入氮?dú)鈦硇纬桑诡A(yù)先裝有元器件的印制板通過焊料波峰,實(shí)現(xiàn)元器件焊端或引腳與印制板焊盤之間機(jī)械與電氣連接的軟釬焊。
波峰焊機(jī)基本上采用熱輻射方式進(jìn)行預(yù)熱,最常用的波峰焊預(yù)熱方法有強(qiáng)制熱風(fēng)對流、電熱板對流、電熱棒加熱及紅外加熱等。在這些方法中,強(qiáng)制熱風(fēng)對流通常被認(rèn)為是大多數(shù)工藝?yán)锊ǚ搴笝C(jī)最有效的熱量傳遞方法。在預(yù)熱之后,線路板用單波(λ波)或雙波(擾流波和λ波)方式進(jìn)行焊接。對穿孔式元件來講單波就足夠了,線路板進(jìn)入波峰時(shí),焊錫流動(dòng)的方向和板子的行進(jìn)方向相反,可在元件引腳周圍產(chǎn)生渦流。這就象是一種洗刷,將上面所有助焊劑和氧化膜的殘余物去除,在焊點(diǎn)到達(dá)浸潤溫度時(shí)形成浸潤。
下面一起來了解一下波峰焊工藝對元器件和印制板的基本要求是什么。
一、對SMC/SMD的要求:
表面mount pcb 組裝元器件的金屬電極應(yīng)選擇三層端頭結(jié)構(gòu),元器件封裝體和SMT貼片焊端能經(jīng)受兩次以上 260℃±5℃, 10s±0.5s (無鉛要求270~272℃/10s±0.5s)波峰焊的溫度沖擊。焊接后元器件封裝體不損壞、無裂紋、不變色、不變形、不變脆,片式元件端頭無剝落(脫帽)現(xiàn)象,同時(shí)還要確保SMT加工還要經(jīng)過波峰焊后元器件的電性能參數(shù)變化符合規(guī)格書定義的要求。
二、對插裝元器件的要求:
采用短插一次焊工藝,元件引腳應(yīng)露出PCB焊接面0.8~3mm。
三、對印制電路板的要求:
PCB應(yīng)具備經(jīng)受260℃的時(shí)間大于50s (無鉛為260℃的時(shí)間大于30min或288℃的時(shí)間大于 15min, 300℃的時(shí)間大于2min)的耐熱性,銅箔抗剝強(qiáng)度好,阻焊膜在高溫下仍有足夠的黏附力,焊接后阻焊膜不起皺,無燒焦現(xiàn)象。一般采用RF-4環(huán)氧玻璃纖維布印制電路板。印制電路板翹曲度小于0.8%~1.0%。
四、對pcb設(shè)計(jì)的要求:
必須按照貼裝元器件的特點(diǎn)進(jìn)行設(shè)計(jì)。元器件布局和排布方向應(yīng)遵循較小的元器件在前和盡量避免互相遮擋的原則。
推薦閱讀:http://m.elecfans.com/article/1070150.html
責(zé)任編輯:gt
-
pcb
+關(guān)注
關(guān)注
4319文章
23111瀏覽量
398241 -
元器件
+關(guān)注
關(guān)注
112文章
4719瀏覽量
92414 -
線路板
+關(guān)注
關(guān)注
23文章
1206瀏覽量
47146
發(fā)布評(píng)論請先 登錄
相關(guān)推薦
回流焊 VS波峰焊
波峰焊工藝常見問題
PCB設(shè)計(jì)時(shí)需考慮哪些可制造性問題?
波峰焊工藝控制虛焊
PCB線路板插裝元器件的孔徑尺寸及工藝要求
一文知道波峰焊焊接工藝調(diào)試技巧

再流焊和波峰焊工藝對元器件布局設(shè)計(jì)有哪些要求
采用波峰焊工藝進(jìn)行PCB設(shè)計(jì)時(shí)有哪些要求
波峰焊工藝有哪些參數(shù)可進(jìn)行調(diào)試 有什么經(jīng)驗(yàn)技巧
波峰焊是什么,它都有哪些特點(diǎn)
在波峰焊工藝中造成PCB水泡的原因有哪些,該如何解決
PCB設(shè)計(jì)中波峰焊元器件布局注意事項(xiàng)
波峰焊工藝流程以及優(yōu)點(diǎn)
關(guān)于焊錫條波峰焊工藝技術(shù)操作規(guī)范與注意事項(xiàng)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論