 SMT貼片膠的時間壓力滴涂法的原理及主要工藝參數分析
SMT貼片膠的時間壓力滴涂法的原理及主要工藝參數分析
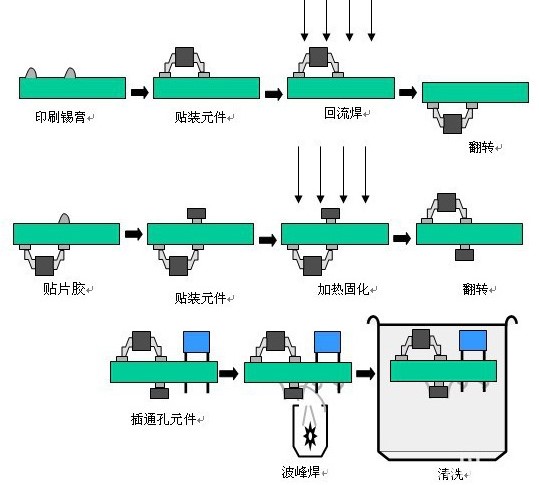
壓力注射法分為手動和全自動兩種方式,手動滴涂與焊膏滴涂相同,用于試驗或PCBA小批量生產全自動滴涂用于PCBA中大批量生產。按分配泵的不同分為時間壓力、螺旋泵、活塞泵、噴射滴涂法4種。
一、時間壓力滴涂法
時間/壓力滴涂是一種以時間/壓力為特征的滴涂方法,是施加貼片膠最原始、最廣泛的方法。
它的原理是注射針管中的貼片膠材料直接受到壓縮空氣的壓力,有一個針嘴閥門在一定時間內控制、分配所需要數量的貼片膠。當機器工作時,頂針首先接觸到PCB,機器發出信號,通過啟動機構使閥門打開,施加氣壓,針管內開始増壓,壓力為P,并迫使貼片膠流出,同時設定加壓時間為t。當時間到位后,氣壓閥關閉,點膠停止,接著點膠頭移到下一個點膠位置。
時間/壓力滴涂法靈活性好,控制方便,操作簡單、可靠,針頭、針管易清洗,但速度受黏度的影響大,高速和滴涂小膠點時一致性差。主要工藝參數有黏度、壓力、時間、溫度、點膠針頭內徑、機器的止動高低、Z軸回程高度、膠點直徑、高度和數量等。
(1)黏度
滴涂的均勻一致性對貼片膠黏度的變化很敏感,影響貼片膠黏度的主要因素是溫度和壓力。時間/壓力滴涂中貼片膠的黏度選用范圍通常在100~150Pa·s之間。
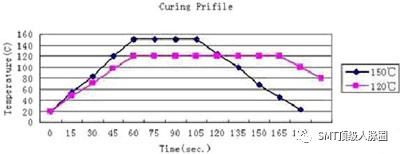
(2)溫度
溫度會影響黏度和膠點形狀。溫度升高,貼片膠的黏度就會降低,這意味著同等時間、同等壓力下從針管流出的貼片膠量増加。一般點膠的環境溫度控制在23℃土2℃范圍內。
(3)壓力
控制在5bar之內,通常設在3.0~3.5bar之間。加大壓力,使點膠量増加。從物理的角度對客觀原因的分析中以上是影響壓力注射法能否如期實施的一個重要原因,也是使用壓力注射法的SMT貼片加工廠要去了解的內容。同時對于影響壓力注射法的實施還有很多現實條件的因素,包括設備、元件、膠點直徑等等。
推薦閱讀:http://www.1cnz.cn/d/999250.html
責任編輯:gt
-
貼片
+關注
關注
10文章
873瀏覽量
36925 -
smt
+關注
關注
40文章
2899瀏覽量
69206 -
PCBA
+關注
關注
23文章
1521瀏覽量
51445
發布評論請先 登錄
相關推薦
為何SMT貼片中,需結合使用錫膏與紅膠工藝?
SMT貼片加工點膠工藝的分析資料下載

什么是smt貼片紅膠?主要用于哪里?








 工商網監
工商網監
評論