") 印刷焊膏取樣抽檢的檢驗(yàn)方法與標(biāo)準(zhǔn)介紹
印刷焊膏取樣抽檢的檢驗(yàn)方法與標(biāo)準(zhǔn)介紹
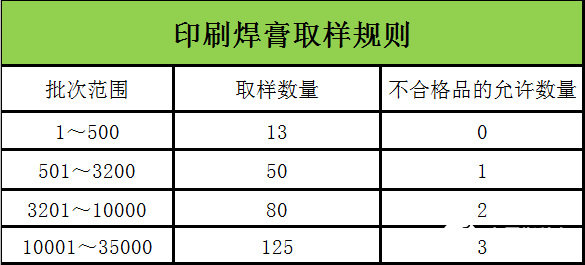
由于印刷焊膏是保證SMT組裝質(zhì)量的關(guān)鍵工序,因此必須嚴(yán)格控制印刷焊膏的質(zhì)量。有窄間距(引線(xiàn)中心距065mm以下)時(shí),必須全檢。無(wú)窄間距時(shí),可以定時(shí)(如每小時(shí)一次)檢測(cè),也可以按下圖所示取樣規(guī)則抽檢。
一、檢驗(yàn)方法
檢驗(yàn)方法主要有目視檢驗(yàn)和焊膏檢查機(jī)檢驗(yàn)。
1、目視檢驗(yàn),用2~5倍放大鏡或3.5~20倍顯微鏡檢驗(yàn)。
2、窄間距時(shí)用膏檢查機(jī)(SPI)檢驗(yàn)。
焊膏印刷過(guò)程在SMT生產(chǎn)中相對(duì)其他工序是非常不穩(wěn)定的。根據(jù)眾多公司和大學(xué)的研究發(fā)現(xiàn),這個(gè)過(guò)程最大變化量達(dá)60%。這是由于焊膏印劇過(guò)程中涉及很多相關(guān)的工藝參數(shù),大約有35個(gè)參數(shù)需要得到控制,這些參數(shù)包括焊膏類(lèi)型、環(huán)境條件(溫度、濕度等)、模板類(lèi)型(化學(xué)腐蝕、激光切割、激光切割拋光、電鑄成型)、模板厚度、開(kāi)孔形狀、寬厚比、面積比、印刷機(jī)型號(hào)、刮刀、印刷頭技術(shù)、印刷速度,等等。這些因素大大降低了印刷的重復(fù)精度。
一般密度采用2DSPI檢測(cè)就可以了。可以整板測(cè)試或局部檢測(cè),整板測(cè)試的測(cè)試點(diǎn)應(yīng)選在印刷面的上、下、左、右及中間5點(diǎn);局部檢測(cè)一般用于板面上高密度處及BGA、CSP等器件的檢測(cè),要求焊膏厚度范圍在模板厚度的-10%~+15%之間。對(duì)窄間距QFP、CSP、01005、POP等封裝,應(yīng)采用3DSPI焊膏檢查機(jī)檢測(cè)。
二、檢驗(yàn)標(biāo)準(zhǔn)
檢驗(yàn)標(biāo)準(zhǔn)按本單位制定的企業(yè)標(biāo)準(zhǔn)或參照其他標(biāo)準(zhǔn)(如IPC標(biāo)準(zhǔn)或SJ/T10670-1995表面組裝工藝通用技術(shù)要求)執(zhí)行相應(yīng)的檢驗(yàn)標(biāo)準(zhǔn)。
所有的PCBA工序都必要要重視細(xì)節(jié)的管控,而焊膏的印刷是整個(gè)PCBA或者說(shuō)是SMT加工的起始點(diǎn)。
推薦閱讀:http://www.1cnz.cn/d/997893.html
責(zé)任編輯:gt
-
smt
+關(guān)注
關(guān)注
41文章
2955瀏覽量
70147 -
PCBA
+關(guān)注
關(guān)注
24文章
1564瀏覽量
52292 -
印刷機(jī)
+關(guān)注
關(guān)注
2文章
75瀏覽量
16849
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
印刷與錫膏質(zhì)量注意事項(xiàng)
采用印刷臺(tái)手工印刷焊膏工藝簡(jiǎn)介和注意事項(xiàng)
手工印刷焊膏的工藝簡(jiǎn)介
光伏組件原材料檢驗(yàn)標(biāo)準(zhǔn)與檢驗(yàn)方法的介紹
SMT加工廠中印刷焊膏的使用工藝流程介紹
smt貼片在加工前的檢驗(yàn)方法都有哪些
阻焊對(duì)焊膏印刷質(zhì)量造成影響的原因有哪些
常見(jiàn)的SMT貼片加工焊膏印刷不良的原因
SMT錫膏印刷外觀檢驗(yàn)判定標(biāo)準(zhǔn)
焊膏印刷效果對(duì)焊接質(zhì)量的影響與三維檢測(cè)方法
SMT助焊膏包裝印刷流程

SMT印刷焊膏質(zhì)量的嚴(yán)格控制
錫膏印刷與回流焊空洞的區(qū)別有哪些?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論