 PCBA熱風再流焊在生產設計中可解決哪些技術問題
PCBA熱風再流焊在生產設計中可解決哪些技術問題
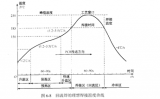
PCBA焊接采用的是熱風再流焊,依靠風的對流和PCB、焊盤、引線的傳導進行加熱。由于焊盤、引腳的熱容量大小以及受熱條件不同,因而焊盤、引腳在再流焊接加熱過程中同一時刻所加熱到的溫度也不同。如果這個溫度差比較大,就可能引起焊接不良,如QFP引腳的開焊、繩吸;片式元件的立碑、移位;BGA焊點的收縮斷裂等。同理,我們可以通過改變熱容量解決一些問題。
(1)熱沉焊盤的熱設計。
在熱沉元件的焊接中,會遇到熱沉焊盤的少錫的現象,這是一個可以通過熱沉設計改善的典型應用情況。
對于上述情況,可以采用加大散熱孔熱容量的辦法進行設計。將散熱孔與內層接地層連接,如果接地層不足6層。可以從信號層隔離出局部作散熱層,同時將孔徑減少到最小可用的孔徑尺寸。
(2)大功率接地插孔的熱設計。
在一些特殊產品設計中,插裝孔有時需要與多個地/電平面層連接。由于波峰焊接時引腳與錫波的接觸時間也就是焊接時間非常短,往往為2~3s,如果插孔的熱容量比較大,引線的溫度可能達不到焊接的要求,形成冷焊點。
為了避免這種情況發生,經常用到一種叫做星月孔的設計,將焊接孔與地/電層隔開,大的電流通過功率孔實現。
(3)BGA焊點的熱設計。
混裝工藝條件下。會出現一種特有的因焊點單向凝固而產生的“收縮斷裂”現象,形成這種缺陷的根本原因是混裝工藝本身的特性,但是可以通過BGA角部布線的優化設計使之慢冷而加以改善。
根據案例提供的經驗,一般發生收縮斷裂的焊點位于BGA的角部,可以通過加大BGA角部焊點的熱容量或降低熱傳導速度,使其與其他焊點同步或后冷卻。從而避免因先冷卻而引起其在BGA翹曲應力下被拉斷的現象發生。
(4)片式元件焊盤的設計。
片式元件隨著尺寸越來越小,移位、立碑、翻轉等現象越來越多。這些現象的產生與許多因素有關,但焊盤的熱設計是影響比較大的一個方面。
如果焊盤的一端與比較寬的導線連接,另一端與比較窄的導線連接,那么兩邊的受熱條件就不同,一般而言與寬導線連接的焊盤會先熔化(這點與一般的預想相反,一般總認為與寬導線連接的焊盤因熱容量大而后熔化,實際上寬的導線成了熱源,這與PCBA的受熱方式有關),先熔化的一端產生的表面張力也可能將元件移位甚至翻轉。
(5)波峰焊接對元件面的影響。
①BGAO
0.8mm及其以上引腳中心距的BGA大部分引腳都是通過導通孔與線路層進行連接的。波峰焊接時,熱量會通過導通孔傳遞到元件面上的BGA焊點。根據熱容量的不同,有些沒有熔化、有些半熔化,在熱應力作用下很容易斷裂失效。
②片式電容。
片式電容對應力非常敏感,容易受到機械和熱應力的作用而開裂。隨著托盤選擇波峰焊接的廣泛使用,在托盤開窗邊界處的片式元件很容易因熱應力而斷裂。
推薦閱讀:http://www.1cnz.cn/bandaoti/gongyi/20171130589779.html
責任編輯:gt
-
pcb
+關注
關注
4319文章
23080瀏覽量
397522 -
焊接
+關注
關注
38文章
3114瀏覽量
59701 -
PCBA
+關注
關注
23文章
1520瀏覽量
51444
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論