 波峰焊三大主系統的參數該如何設置
波峰焊三大主系統的參數該如何設置
波峰焊的助焊劑噴霧系統、預熱溫度、產品焊接,這三大系統是波峰焊的主要組成部分,下面為大講解下波峰焊的這三大主系統的參數設置。
一、波峰焊助焊劑噴霧系統參數設置
發泡風量或助焊劑噴射壓力要根據助焊劑接觸PCB底面的情況確定:助焊劑噴涂量要求在印制板底部有均勻而薄薄的層,助焊劑涂覆方式有涂刷發泡和定量噴射兩種。
1、采用涂覆和發泡方式必須控制助焊劑的比重,助焊劑的比重般控制在0.8-0.83間。
2、采用定量噴射方式時,焊劑是密閉在容器內的,不會揮發、不會吸收空氣中的水分、不會被污染,因此焊劑成分能保持不變。關鍵要求噴頭能控制噴霧量,應經常清理噴頭,噴射孔不能堵。
二、波峰焊預熱系統的溫度設置
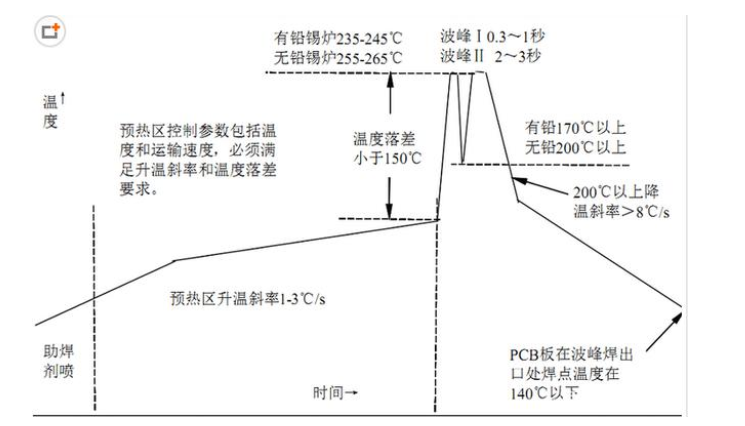
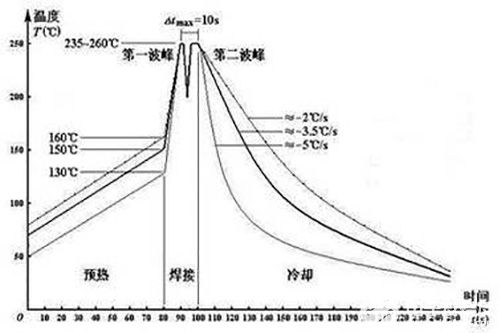
根據波峰焊機預熱區的實際情況設定(90-130攝氏度)。預熱的作用:將助焊劑中的溶劑揮發掉,這樣可以減少焊接時產生氣體;助焊劑中松香和活性劑開始分解和活性化,可以去除印制板焊盤、元器件端頭和引腳表面的氧化膜以及其他污染物,同時起到保護金屬表面防止發生再氧化的作用;使得印制板和元器件充分預熱,避免焊接時急劇升溫產生熱應力損壞印制板和元器件。
三、波峰焊焊接系統的焊接溫度和時間設置
焊接過程是焊接金屬表面、熔融焊料和空氣等間相互作用的復雜過程,必須控制好焊接溫度和時間。如果焊接溫度偏低,液體焊料的粘度大,不能很好的在金屬表面潤濕和擴散,容易產生拉、橋連和焊接表面粗糙等缺陷,如果焊接溫度過高,容易損壞元器件,還會產生焊點氧化速度加快、焊點發烏、焊點不飽滿等問題。根據印制板的大小、厚度、印制板上元器件的多少和大小來確定波峰焊溫度,波峰焊溫度般為250攝氏度正負5攝氏度,由于熱量是溫度和時間的函數,在定溫度下焊點和元件受熱的熱量隨時間的增加而增加,波峰焊的焊接時間通過調整傳輸帶的速度來控制,傳輸帶的速度要根據不同型號波峰焊的長度和波寬度來調整,以每個焊點接觸波的時間來表示焊接時間,般第二波峰焊接時間為2.5-4s。板爬坡角度和波高度:印制板爬坡角度般為3-7度,建議5.5-6度。有利于排除殘留在焊點和元件周圍由焊劑產生的氣體。
四、 波峰焊工藝參數的綜合調整
這對提高波峰焊質量非常重要的。焊接溫度和時間是形成良好焊點的要條件。焊接溫度和時間與預熱溫度、傾斜角度、傳輸速度都有關系。綜合調整工藝參數時要保證焊接溫度和時間。
推薦閱讀:http://m.elecfans.com/article/926790.html
責任編輯:gt
-
pcb
+關注
關注
4319文章
23082瀏覽量
397542 -
波峰焊
+關注
關注
12文章
309瀏覽量
18610
發布評論請先 登錄
相關推薦
回流焊 VS波峰焊
波峰焊“錫球”
波峰焊接后產品虛焊的解決
波峰焊原理和工藝流程_回流焊和波峰焊的區別

波峰焊連錫的原因是什么_如何減少波峰焊連錫

波峰焊波峰高度設置

波峰焊對身體的危害
波峰焊有哪些優勢
無鉛波峰焊溫度設置規范及建議
波峰焊波峰不平整該如何處理
波峰焊焊接溫度曲線設置要求






 工商網監
工商網監
評論