 針對熱風回流焊溫度曲線的區域進行講解
針對熱風回流焊溫度曲線的區域進行講解
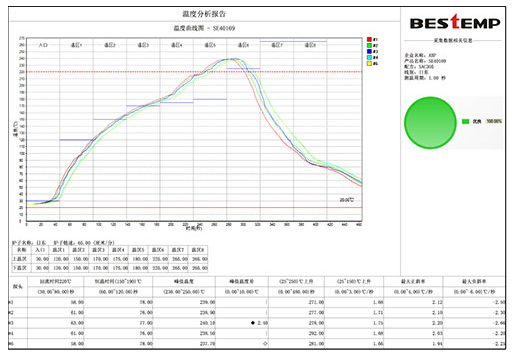
對熱風回流焊來講,其焊接過程中的焊膏需要經歷以下幾個過程,即溶劑的揮發,助焊劑清除焊件表面氧化物,焊膏的熔融,再流動與焊膏的冷卻凝固等,而就其溫度曲線來講,我們可以將其分為預熱區,保溫區,回流區與冷卻區,下面就其溫度曲線的這幾個區來做簡單介紹。
就預熱區來講,其主要目的是使得PCB和元器件可以預熱,達到平衡,同時還可以除去焊膏中的水分,溶劑,以預防焊膏發生塌落,焊料四處亂濺。而對其升溫的速率也要嚴格控制在個合適的范圍內,般我們規定其大升溫速率為4攝氏度,上升速率設定為1~3攝氏度,ECS的標準低位3攝氏度。
對回流焊的保溫區般指的是其溫度從120升160攝氏度的區域,主要目的是使得PCB各個元件溫度可以趨于均勻,盡量減少其溫差,確保其在達到再流溫度前焊料可以完全搞糟,在保溫區結束的時候,其焊盤,焊膏球,元件引腳上的氧化物也應當被清除掉,整個電路板的溫度此時會達到個均衡的水平。
對其回流區來講,這區域的溫度會達到高,而其焊接值的溫度也會隨著錫膏的不同而不同,般其會高于焊膏熔點20~40攝氏度。此時的焊膏中焊料已經開始熔化,呈現流動狀態。有時候我們也可以將回流焊的回流區分為兩個區域,即熔融區和再流區,個理想的溫度曲線應當是超過焊錫熔點的端區覆蓋面積小,且其左右兩邊相互對稱,般情況下其溫度超過200攝氏度的時間為30~40秒。
回流焊接完成后的快速冷卻有助于得到個明亮的焊點,與飽滿的外形,較低的接觸角度,而緩慢冷卻的話很容易會導致其PAD的更多分解物進入錫中,產生些灰暗毛躁的焊點,甚還會引起沾錫不良和弱焊點結合力等后果,般來講冷卻區降溫的速率在-4攝氏度以內,冷卻溫度75攝氏度即可,般情況下也都需要使用冷卻風扇對其進行強行冷卻處理。
推薦閱讀:http://www.1cnz.cn/bandaoti/gongyi/20190429926774.html
責任編輯:gt
-
pcb
+關注
關注
4322文章
23124瀏覽量
398510 -
元器件
+關注
關注
112文章
4725瀏覽量
92485 -
溫度
+關注
關注
2文章
138瀏覽量
10424
發布評論請先 登錄
相關推薦
回流焊溫度對電路板的影響及關系分析

smt錫膏回流焊溫度的設定的注意事項?

安帕爾:氧分析儀在回流焊波峰焊的應用
SP-WROOM-02模組可以通過回流焊爐送兩次嗎?
回流焊熱風電機運行監測解決方案

探秘真空回流焊設備的安裝奧秘與廠務秘籍

SMT焊接溫度曲線智能仿真系統的功能介紹和演示

介紹三種SMT焊接工藝:回流焊、波峰焊、通孔回流焊
SMT回流焊溫度解析之錫膏焊接特性





 工商網監
工商網監
評論