 采用波峰焊進行焊接有哪些技術要求
采用波峰焊進行焊接有哪些技術要求
由于波峰焊設備安置在印制電路板組裝自動線內,為保證印制電路板在焊按時能連續移動和局部受熱,生成高質量的波峰焊點,對焊料和焊劑的化學成分、焊接溫度、速度、時間等,都有嚴格的要求。
一、波峰焊接焊料
波峰焊是由焊錫波即部與按焊工件接觸完成的,因此,在應絲毫氧化物和污染物。一般3個月需化驗一次,防止銅離子雜質超標。
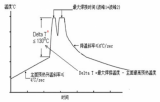
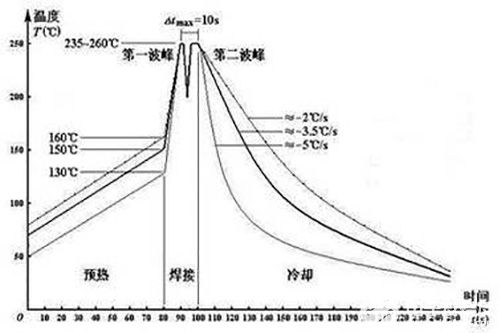
二、波峰焊接溫度
波峰焊接溫度是指波噴嘴出口處焊料的溫度。采用共晶焊料時,焊接溫度控制在230-260℃。對于HISnPb39焊料,對酚醛基板焊接,溫度可低些,一般為230-240℃;對環氧基板焊接,溫度可高些,一般為240-260℃。廣晟德
三、波峰焊接速度
波峰焊接速度可用印制電路板上每個焊點停留在焊料波中的時間表示。速度的選擇與焊接溫度、印制電路板的大小、安裝密度有關,一般可在0.5—2.5m/min的范圍內調節,每個焊點的焊接時間約3s。焊接速度過快,易形成假焊、虛焊、搭焊、氣泡等;焊接速度過慢,易損壞印制電路板和元器件。
四、波峰焊接深度
波峰焊接深度是指印制電路板壓人波的深度。廣晟德認為它對焊接質量影響較大,波過高,焊接面上產生焊料瘤、拉、搭焊,甚會使焊料在操作過程中溢到印制電路板的上表面,損傷元器件;波過低,易形成假焊、掛錫。通常壓錫深度取印制電路板厚的l/2—3/4為宜。
五、波峰焊接角度
波峰焊接角度是指波峰焊接機傾斜的角度。合適的焊接角度,對消除拉、橋接等缺陷為重要。但角度過大,會造成焊點上的焊料過分流失,使焊點干癟。一般可在5度8度間調整。
責任編輯:http://m.elecfans.com/article/935779.html
責任編輯:gt
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
印制電路板
+關注
關注
14文章
954瀏覽量
40760 -
焊接
+關注
關注
38文章
3114瀏覽量
59701 -
溫度
+關注
關注
2文章
138瀏覽量
10406
發布評論請先 登錄
相關推薦
什么是波峰焊,如何使PCBA組裝自動焊接
,以特定的角度和浸入深度穿過焊料波峰進行焊接。
一、波峰焊工藝流程
波峰焊是電子產品組裝過程中重要的一環,它涉及將電子元件通過
發表于 03-05 17:57
[推薦]波峰焊接技術 波峰焊接故障分析 波峰焊接工藝參數
的被后來的SMT技術所取代。波峰焊接的使用或需求,不但處于仍有小量增長的狀態,而且在技術上由于業界在產品設計以及質量上的更嚴格要求而出現了一定的改進。 另一方面
發表于 11-17 14:28
微談波峰焊料對焊接質量的影響
抗氧化磷的焊料,焊接效果更好; 5,盡量采用氮氣保護,在氮氣保護的氛圍下,焊料與空氣隔絕,能夠避免浮渣的產生,這樣的焊接缺陷最少,工藝控制也最佳。只是這種方法要求對設備改型,并提供氮
發表于 06-21 14:48
分享一下波峰焊與通孔回流焊的區別
稱作分類元件回流焊,正在逐漸興起。通孔回流焊接工藝就是使用回流焊接技術來焊接有引腳的插件元件和異形元件。對某些如SMT元件多而穿孔元件(插件
發表于 04-21 14:48
波峰焊操作流程及焊接的基本工藝
波峰焊接是讓插件板的焊接面直接與高溫液態錫接觸達到焊接目的,其高溫液態錫保持一個斜面,并由特殊裝置使液態錫形成一道道類似波浪的現象,所以叫波峰焊,主要材料是焊錫條。目前
發表于 02-21 12:04
?3.2w次閱讀
一文知道波峰焊焊接工藝調試技巧
波峰焊工藝參數調節注意有調節波峰焊高度、傾角、熱風、焊料純度、助焊劑噴涂量和波峰焊溫度。這里面主要要調節的就是波峰焊的溫度。波峰焊接工藝操作
發表于 10-01 16:45
?4505次閱讀

波峰焊焊接溫度曲線設置要求
波峰焊焊接溫度設置基于所有助焊劑、PCB、組件和焊料的差異。助焊劑和焊料必須與PCB和元件相匹配,以達到完美的焊接效果。在波峰焊焊接溫度的
發表于 06-17 14:30
?5456次閱讀
日東波峰焊技術發展與設備特點全解析
的可靠性。今天,我們重點來了解一下波峰焊工藝的特點及波峰焊設備的要求。 相對于回流焊工藝,影響波峰焊焊接品質的因素較多,工藝參數更加復雜,所



波峰焊VS選擇性波峰焊:技術差異與應用對比
這兩種設備之間的差異。 工作原理 波峰焊設備,作為傳統且廣泛應用的焊接技術,其工作原理是將熔化的軟釬焊料(如鉛錫合金)通過電動泵或電磁泵噴流成設計要求的焊料





 工商網監
工商網監
評論