 焊膏的再熔焊工藝和再流焊接要求有哪些
焊膏的再熔焊工藝和再流焊接要求有哪些
錫膏回流焊工藝及焊膏要求,要充分把握焊膏的再熔焊工藝,猜測是否會有很多不好的再流焊接。如果再熔焊工藝不熟悉,就很難理解焊膏的再熔焊特性,容易導致批量焊差。下面分享了焊膏的再熔焊工藝和焊膏的再流焊接要求。一起來看看吧。
一、將焊膏置于回流焊加熱環境中,將焊膏再熔焊分為四個階段。
1.達到所需粘度和絲網印刷性能的溶劑開始蒸發,溫度上升必須緩慢(大約每秒3°C),以限制沸騰和飛濺,以防止小錫珠的形成,有些成分對內應力很敏感,如果成分的外部溫度上升過快,就會造成斷裂。
2.助熔劑活性強,化學清洗操作開始,水溶性焊劑和非洗滌劑具有相同的清洗作用,但溫度略有不同。除去金屬氧化物和即將結合的焊料顆粒中的一些污染。冶金中一個好的錫焊點需要一個“干凈的”表面。
3.當溫度繼續升高時,焊料顆粒熔化并開始液化和吸收表面錫的“燈草”過程,覆蓋所有可能的表面,并開始形成焊點。
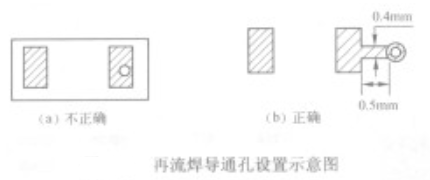
4.這一階段很重要。當所有單個焊料顆粒熔化并形成液態錫時,表面張力就開始形成焊料的表面。如果元件銷與PCB焊盤之間的間隙大于4英里,則可能是由于引腳與焊盤之間的表面張力造成的,導致錫點的打開。在冷卻階段,如果冷卻速度快,錫點的強度將稍大,但不應太快導致元件內部的溫度應力。
二、錫膏再流焊要求摘要。
1.重要的是要有足夠的緩慢加熱,使溶劑安全蒸發,以防止錫珠的形成,并限制因溫度膨脹而引起的元件內應力,從而使斷裂痕跡可靠。
2.焊劑再流焊的活動階段必須有適當的時間和溫度,當焊料顆粒剛開始熔化時,必須完成清洗階段。
3.使焊料顆粒完全熔化,液化形成冶金焊接,殘留溶劑和焊劑殘留蒸發形成焊腳表面,在焊膏再熔焊時間和溫度曲線中形成焊腳表面,這對于使焊料顆粒完全熔化、液化形成冶金焊接、殘留溶劑和焊劑殘馀蒸發、形成焊腳表面具有重要意義,如果這一階段太熱或太長,可能會對元件和PCB造成損害。
4.根據焊錫膏供應商提供的數據,對焊錫膏的回流溫度曲線進行了設定,同時掌握了元件內溫度應力變化的原理,即加熱溫升速率小于3°C/s,冷卻溫降率小于5℃。在焊膏再流焊中,如果PCB組裝的尺寸和重量非常相似,則可以使用相同的溫度曲線。
推薦閱讀:http://m.elecfans.com/article/926790.html
責任編輯:gt
-
pcb
+關注
關注
4319文章
23080瀏覽量
397506 -
焊接
+關注
關注
38文章
3114瀏覽量
59697 -
焊膏
+關注
關注
0文章
43瀏覽量
10379
發布評論請先 登錄
相關推薦
無鉛再流焊工藝控制有哪些管控難點
采用再流焊和波峰焊工藝時導通孔該如何設置






 工商網監
工商網監
評論