 導線與鉤形接線柱的焊接步驟和注意事項有哪些
導線與鉤形接線柱的焊接步驟和注意事項有哪些
一、導線在鉤形接線柱上的纏繞方法
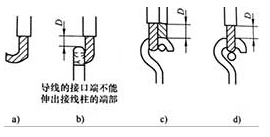
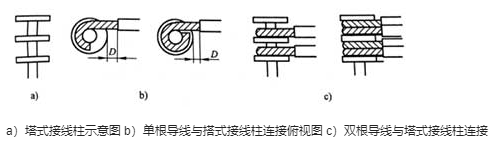
1)單根導線繞在鉤形接線柱上,要注意導線經鉤形接線柱后其切口端部應伸出接線柱端部,長度約1mm左右,不能緊貼鉤形接線柱邊緣剪掉,導線彎曲部分長度也不能小于鉤形接線柱直徑長度,否則會造成鉤接不牢,導線邊緣覆皮層距鉤形接線柱應有一導線芯徑的距離。
2)多根導線連接時,要使兩根導線方向并列、水平一致的纏繞到鉤形接線柱上,這種方法在焊接中最為常見,焊接強度高,可靠性高,導線伸出鉤形接線柱長度與其絕緣覆皮距鉤形接線柱的高度同單根導線焊接相同。兩根導線纜接的位置在鉤形接線柱兩側。
除此之外,多根導線與鉤形接線柱的纏繞方式還可采用導線上下垂直緊貼方法,該方法的可靠性稍差。
二、導線與鉤形接線柱的焊接步驟
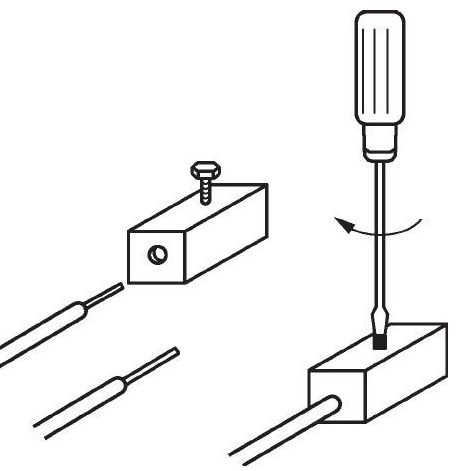
1)清理接線柱上的附著物、氧化物。
2)導線處理方法同柱狀接線柱導線處理方法相同。
3)焊接之前在烙鐵頭上放少許焊錫,將烙鐵頭緊貼接線柱一側加熱,焊錫在接線柱另外一側,通過熱傳遞使接線柱另外一側的焊錫熔化。
4)焊錫要適中,使熔人到接線柱和導線中的焊錫合適。
5)焊錫冷卻后方可移動接線柱與導線,否則會造成不合格焊接。
6)清潔整理。
導線與鉤形接線柱焊接時的注意事項如下
(1)單根導線與接線柱焊接時,導線接口端不應伸出鉤形接線柱的端部。
(2)為了整齊美觀,兩根或多根導線焊接時應使導線絕緣覆皮距離鉤形接線柱的距離相等。
(3)如果采用兩根或多根導線垂直焊接時,最里層導線的彎曲半徑與絕緣層的距離最短,最外層的導線彎曲半徑稍大,離絕緣層的距離最大,其距離為d1+d2+···+di+‘’‘,其中di為第i個內層導線的直徑。
(4)焊錫只要能使導線形成良好的凹面輪廓即可,不要把導線間的空隙填滿;焊錫過多不僅會造成焊接缺陷產生,還會造成焊錫浪費。
(5)并列連接的兩根或幾根導線的彎曲直徑應該相同,絕緣覆皮的高度也應相同。
推薦閱讀:http://www.1cnz.cn/d/1009674.html
責任編輯:gt
-
導線
+關注
關注
5文章
405瀏覽量
24783 -
焊接
+關注
關注
38文章
3115瀏覽量
59701
發布評論請先 登錄
相關推薦
串聯諧振試驗裝置接線的注意事項
儀表的使用安裝注意事項有哪些
蓄電池接線柱腐蝕后的維修方法,Battery Repair

導線焊接到塔式接線柱上的注意事項有哪些
管狀接線柱焊接步驟和有哪些注意事項
在焊接導線和元器件連接時的問題解決方法
圖文詳解:導線與借線柱的連接步驟
接線柱怎么接線_接線柱的作用
接線柱的選型考慮事項






 工商網監
工商網監
評論