 尼龍材料應用廣泛,如何3D打印尼龍材料
尼龍材料應用廣泛,如何3D打印尼龍材料
(文章來源:中關村在線)
尼龍材料作為一款經典材料,以其出色的耐久性、高比強度、高韌性、低磨阻和耐腐蝕性而聞名,在加工制造領域有著廣泛的應用。您了解尼龍材料嗎?是否接觸過尼龍材料的打印?讀完本文,相信您將對尼龍材料及3D打印有更全面的認識。
尼龍(Nylon)是聚酰胺(Polyamide)纖維(錦綸)的一種說法,簡稱為PA。對于經常使用PLA的用戶來說,用PLA打印雖然比較靈活,適用于較多場合,具有普通使用場合需求的一般強度,但當要在專業場合使用就會發現它是不適用的。PLA打印的零件不能長時間暴露在陽光下,且不適用于高于100°C的場合。如果使用ABS進行3D打印,就會發現它比PLA更耐用,但是3D打印的ABS零件通常沒有注塑零件的強度大,并且打印的零件因為層間粘合力一般來說不夠堅固。
而尼龍耗材是一種高強度,十分耐用的3D打印耗材。十分有韌性,同時層間粘合力較好,比ABS耗材更加堅固。尼龍耗材的高熔化溫度和低摩擦系數使得其普遍應用于工程中,適用于制作一般的日常用品,比如使用尼龍耗材3D打印扳手等工具、齒輪、自己設計的DIY零件等等。
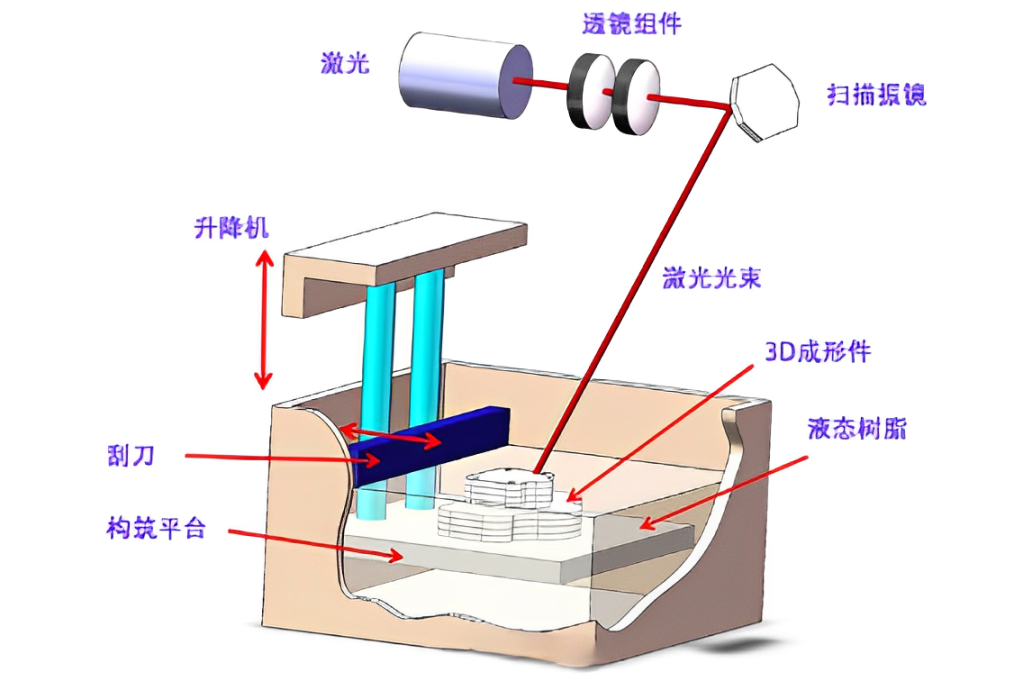
首先需要知曉的是尼龍的一般成型溫度在260°C至280°C,較低的溫度無法使尼龍材料完全熔融擠出,達到穩定的流量。較高的溫度就對打印頭的整體有著較高的設計要求。Ultimaker所設計的AA噴頭,適用于非研磨性塑料,能夠穩定地提供打印尼龍材料所需的如此高的溫度和充分及時的散熱效果。
尼龍具有很強的吸濕性,即使是在室內放置過程中也會吸收空氣中的水分,長時間的吸收水分甚至可以使水的重量比例達到10%。那么如何判斷耗材是否受潮了呢?當打印頭噴嘴擠出尼龍時,擠出頭出口有大量白色煙霧同時伴有噼啪的聲音,則代表耗材受潮嚴重,受潮耗材打印的零件表面會有氣泡,甚至打印層間粘合疏松。
另一方面,也是比較令人頭疼的問題就是打印尼龍時會像打印ABS一樣出現翹邊現象,也許前幾層打印正常,待你再次查看打印狀況時,模型一邊已經高高翹起,甚至整體脫離平臺導致打印得一團糟。
那么如何解決打印尼龍過程出現的翹邊現象呢?首先是熱床溫度建議選擇在55°C - 65°C,同時在打印平臺上使用PVA基膠棒涂上一層薄薄的膠水。翹邊的現象會得到有效的抑制。但是,最有效的做法還是使用封閉的打印平臺(例如Ultimaker S5),對于早期的Ultimaker 3 機型, Ultimaker提供了升級包以解決翹邊問題。
針對尼龍材料的特性,Ultimaker不僅通過硬件升級包的加持來改善打印尼龍材料時出現的問題,還通過對尼龍材料的深入研究,推出了更加易用的Ultimaker Nylon。
Ultimaker 3 升級套件具體包含以下內容:1個前擋板、25個底板貼紙、1個粘合劑涂抹器、1個玻璃板。在打印容易翹邊材料時,安裝前擋板可以阻止熱量逸出,產生45°C的恒定溫度,同時還可以保護打印件免受外部影響。穩定的環境可確保打印材料的冷卻速度更慢,溫度更均勻地分布在整個零件中。這有助于降低收縮率并降低翹邊和分層的風險。
底板貼紙改善了打印平臺的粘合性,并且可以與大多數材料一起使用。它們是膠棒的絕佳替代品,專為多種用途而設計。底板貼紙使得打印零件的底面更光滑,在使用時要確保正確使用,以防止出現氣泡。額外的玻璃板意味著可以不必再等待從Ultimaker 3 打印機中取出完成的打印件。相反,你可以快速更換新的玻璃板,直接開始新的打印,從而最大限度地減少停機時間。
Ultimaker Nylon的設計比市場上的其他尼龍長絲更可靠,更易于打印,具有低吸濕性和與底板的良好粘合性。與其他尼龍耗材相比,它具有更低的吸濕性和更長的保質期。Ultimaker Nylon具有優異的沖擊強度(Izod測試為34.4 kJ /m2)、良好的延展性(斷裂伸長率210%)和遠遠低于傳統尼龍耗材的熔化溫度(185°C),同時還兼具低摩擦系數、耐堿和耐有機化學品腐蝕等傳統尼龍材料具備的特性。
(責任編輯:fqj)
-
3D打印
+關注
關注
26文章
3547瀏覽量
109036
發布評論請先 登錄
相關推薦
3D打印汽車零部件模型定制服務,多種材料、快速打印-CASAIM

3D打印在柔性材料方面的突破與應用-CASAIM
UV光固化技術在3D打印中的應用
物聯網行業中的模具定制方案_3D打印技術分享

安泰功率放大器在微納光固化3D打印中的具體應用

透明樹脂材料3D打印服務全透應用案例
3d打印機器人外殼模型ABS材料3D打印噴漆服務-CASAIM
柔軟可拉伸的新型3D打印材料可改善可穿戴傳感應用
新質生產力探索| AICG浪潮下的3D打印與3D掃描技術
尼龍材料3D打印加工服務小批量3D打印模型制作






 工商網監
工商網監
評論