") 貼片加工焊接中金屬間化合物的特性分析
貼片加工焊接中金屬間化合物的特性分析
金屬間化合物(IMC)通常是凝固時在貼片加工焊接點的界面析出,因此,IMC位于母材與釬料的界面。IMC與母材及釬料的結(jié)晶體、固溶體相比較,強度是最弱的。其原因是:金屬間化合物是脆性的,與基板材料、焊盤、元器件焊端之間的熱膨脹系數(shù)差別很大,容易產(chǎn)生色裂造成失效。
有研究表明,SMT無鉛釬料與Sn-37Pb釬料最大的不同是,在smt貼片再流焊和隨后的熱處理及熱時效(老化)過程中,金屬間化合物會進一步長大,從而影響長期可靠性。
圖是有鉛焊接與無鉛焊接溫度曲線比較,圖中下方曲線是Sn-37Pb的溫度曲線,Sn-37Pb的熔點為183℃,峰值溫度為210~230℃,液相時間為60~90:圖中上方曲線是Sn-Ag-Cu的溫度曲線,Sn-Ag-Cu的熔點約為220℃,峰值溫度為235~245℃,液相時間為50~60s。圖中顯示了無鉛焊接與有鉛焊接的比較,SMT無鉛焊接的溫度高、工藝窗口窄,IMC的厚度不容易控制。
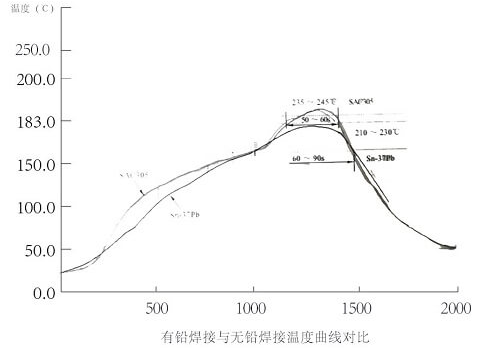
由于擴散的速度與溫度成正比關(guān)系,擴散的量與峰值溫度的持續(xù)時間和液相時間也成正比關(guān)系,焊接溫度越高,時間越長,化合物層會增厚。而無鉛焊料Sm-Ag-Cu熔點比Sn-37Pb高34℃,因此無鉛焊接的高溫會使IMC快速增長:從兩條溫度曲線的比較中還可以看到,無鉛焊接從峰值溫度至爐子出口的時間也比Sn-37Pb長,這相當于增加了熱處理的時間,也會使無鉛焊點IMC增多。
另外,有研究表明,無鉛釬料在熱時效(老化)過程中金屬間化合物會進一步長大,也就是說,pcba產(chǎn)品在使用過程中由于環(huán)境溫度變化及加電發(fā)熱(相當于老化),IMC還會進一步長大IMC厚度過大并不斷增長。由于IMC是脆性的,過厚的IMC也會影響無鉛焊點的長期可靠性。Pcba電路板為了控制金屬間化合物的厚度不要太厚,設置溫度曲線時應盡量考慮采用較低的峰值溫度和校短的峰值溫度持續(xù)時間,同時還要縮短液相時間。因此,無鉛焊接的工藝窗口非常窄。
總之,溫度過低、潤濕性差,影響擴散的發(fā)生,響焊點連接強度:溫度過高,金屬間化合物過多,也會響焊點連接弧度。
推薦閱讀:http://www.1cnz.cn/article/89/92/2019/20190523940823.html
責任編輯:gt
-
元器件
+關(guān)注
關(guān)注
112文章
4709瀏覽量
92209 -
焊接
+關(guān)注
關(guān)注
38文章
3114瀏覽量
59700 -
smt
+關(guān)注
關(guān)注
40文章
2899瀏覽量
69201
發(fā)布評論請先 登錄
相關(guān)推薦
有機化合物可作為鋰離子電池正極材料
淺析化合物半導體技術(shù)
金屬間化合物觀察與測量
在室溫下具有延展性的金屬間化合物
III-V族化合物,III-V族化合物是什么意思
從英國化合物半導體中心看化合物半導體集群
SMT貼片加工中如何避免貼片焊接出現(xiàn)氣孔
vocs在線監(jiān)測儀主要監(jiān)測哪些揮發(fā)性有機化合物?
原位表征揭示負載型金屬間化合物Pd2Ga表面原子排布調(diào)控機制
極端應用環(huán)境下SAC焊點金屬間化合物厚度增長的擔憂

SMT貼片加工中焊接缺陷怎么避免?

西北工業(yè)大學研發(fā)出雙層扭轉(zhuǎn)金屬硫族化合物層間角度可調(diào)
SAC305-SiC復合焊料對金屬間化合物的影響
微小無鉛釬焊接頭中金錫化合物的形貌與分布:激光與熱風重熔方法的比較





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論