 S7-300中的PID模擬信號控制
S7-300中的PID模擬信號控制
最進在外國廠家制作的鋁打磨防爆系統中看到一段關于由模擬量控制進行翻板電機開關控制的PID功能塊,下面簡單描述下他的主要用法和控制功能。
在OB34中使用的特殊系統功能塊。
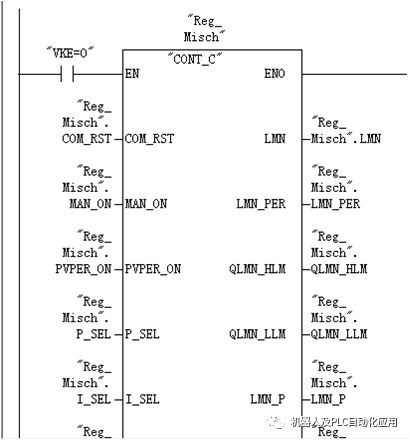
使用FB 41 "CONT_C"進行連續控制主要是對模擬量的控制。
特點:
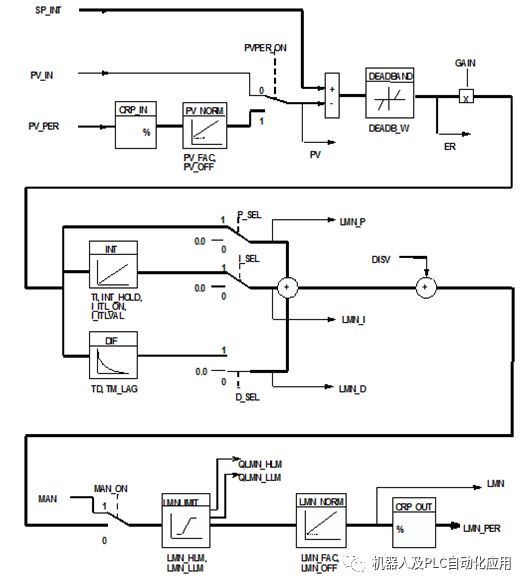
1.可以使用該控制器作為PID固定設定值控制器或在多循環控制中作為層疊、混料或比率控制器。該控制器的功能基于使用模擬信號的采樣控制器的PID控制算法,必要時可以通過加入脈沖發生器階段進行擴展,為使用成比例執行機構的兩個或三個步驟控制器生成脈沖持續時間調制輸出信號。
2.只有在以固定時間間隔調用塊時,在控制塊中計算的值才是正確的。為此,應該在循環中斷OB (OB30至OB38)中調用控制塊。在CYCLE參數中輸入采樣時間。
公式:
主要輸入管腳 :
COM_RST= true 執行初始化復位關閉功能塊輸出
MAN_ON 如果設置輸入"啟用手動值"
P_SEL 啟用比例作用
CYCLE 采樣時間,輸入指定塊的調用時間相同,或之間。
主要輸出管腳 :
LMN輸出顯示值
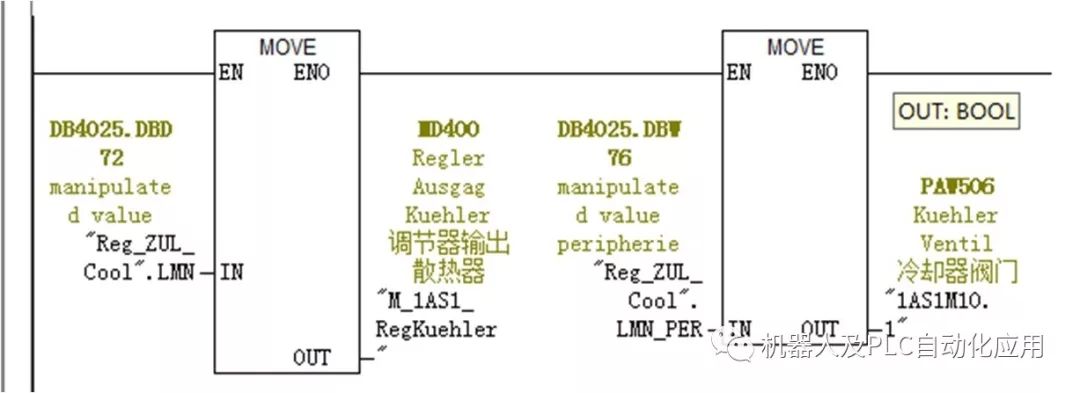
LMN_PER發出I/O格式的操作值。實際的輸出值模擬量。
看似復雜其實輸出控制只有一個。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
PID
+關注
關注
35文章
1472瀏覽量
85480 -
模擬信號
+關注
關注
8文章
1128瀏覽量
52442
原文標題:S7-300 中的PID模擬信號控制
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
西門子S7-300 PLC的詳細介紹
不同的CPU、信號模塊(SM)、功能模塊(FM)和通信處理器(CP)等,實現靈活的配置。 易于擴展:S7-300 PLC支持多達32個模塊的擴展,可以滿足不同規模的自動化控制任務。 高性價比:

adc與模擬信號處理技術
在現代電子系統中,模擬信號與數字信號的轉換是實現復雜功能和提高系統性能的關鍵。模數轉換器(ADC)作為連接模擬世界與數字世界的橋梁,其性能直接影響到
模擬信號和數字信號的優缺點有哪些
模擬信號和數字信號是兩種基本的信號類型,它們在通信、數據傳輸、音頻和視頻處理等領域有著廣泛的應用。 一、模擬信號 定義與特點 模擬信號是一種
滯回比較器在模擬信號處理中的應用
滯回比較器在模擬信號處理中扮演著重要角色,其獨特的滯回特性使得它在處理復雜、多變的模擬信號時具有顯著的優勢。以下將詳細探討滯回比較器在模擬信號處理中
數字信號轉換成模擬信號的過程
數字信號與模擬信號是兩種不同的信號類型,它們在通信、音頻、視頻等領域有著廣泛的應用。數字信號是由離散的數字值組成的,而模擬信號則是連續變化的
數字信號轉模擬信號是調制還是解調
數字信號轉模擬信號的過程通常被稱為數字模擬轉換(Digital-to-Analog Conversion),簡稱DAC。這個過程涉及到將數字信號轉換為
模擬信號與數字信號的區別
在當今這個信息爆炸的時代,信號無處不在,從我們日常的通訊交流到復雜的工業控制,信號都扮演著至關重要的角色。信號的本質是表示消息(信息)的物理量,而在
什么是數字信號?什么是模擬信號?試舉例說明
以通過數字電路進行處理和操作。 模擬信號是一種連續的、時間和幅度都可變的信號。在模擬信號中,信息以連續的方式表示,并且包含了無窮多個可能的幅度值。模
什么是模擬信號,什么是數字信號,本質區別是什么?
模擬信號和數字信號是電信領域中的兩個重要概念,它們在信號傳輸和處理過程中扮演著不同的角色。本質上,模擬信號和數字
西門子S7-300/400PLC遠程控制,利用透傳網關實現遠程上下載,遠程監控功能
【技術分享】遠程透傳網關-單網口快速實現西門子S7-300/400 PLC程序遠程上下載

西門子S7-300(CPU315)做整流系統的PID控制
電子發燒友網站提供《西門子S7-300(CPU315)做整流系統的PID控制.pdf》資料免費下載
發表于 01-14 09:43
?0次下載
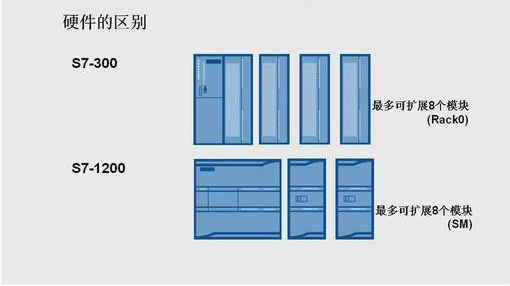
西門子S7-1200與S7-300PLC之間的區別有哪些?
S7-1200作為新推出的緊湊型控制器,其產品定位在原有的SIMATIC S7-200和S7-300之間,它與S7-300的區別主要體現在硬





 工商網監
工商網監
評論