 $APP_INT[5]與?固定焊鉗MAKROSTEP的使用
$APP_INT[5]與?固定焊鉗MAKROSTEP的使用
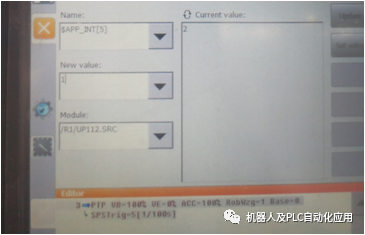
$APP_INT[5]
使用來進行STEP跳步的變量
MakroSchrittkette
INT Function
IF Function==1THEN
$APP_INT[5]=1
Return
ENDIF
SWITCH$APP_INT[5] -通過變量$APP_INT[5]來進行對STEP的跳步功能。
Case 1
Schritt 3 = F64 & !F65 & !F66 & !F67 & F90& !F91 & !F565 & A4039 -去第3步的條件-
IF$FLAG[64] AND NOT $FLAG[65] AND NOT $FLAG[66] AND NOT $FLAG[67] AND $FLAG[90]AND NOT $FLAG[91] AND NOT $FLAG[565] AND $OUT[4039] THEN
PREVSTEP = $APP_INT[5] -用來顯示反饋提示上一步在第幾步-
$APP_INT[5] = 3 -去第3步-
ENDIF
順序快的跳步:
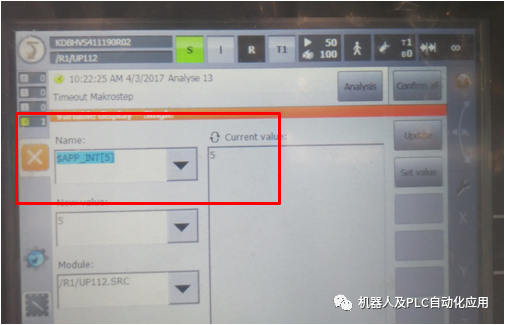
將$APP_INT[5]的值由 當前停止的值改為1,STEP會先返回到第1步再去第2步。不需要專家盤,也不用退出程序關閉SPS。
固定焊鉗MAKROSTEP:
-當有銑削時出現圈數故障時,會先把擺臂擺回,然后停在66步等待復位,如果復位會返回到第51部,重新銑削。
-F321-STEP在第2步
-F564,A835 都沒有好使用
F321 = EIN
Schritt 51 = F92 & !F93& A4039 & E13–激活固定焊鉗STEP需要關閉安全們E13
51步開始
-初始化變量
F122 = AUS
F321 = AUS
F322 = AUS
F323 = AUS
F324 = AUS
F325 = AUS
F326 = AUS
F327 = AUS
F329 = AUS
-初始化計數器變量
F94 = AUS
F95 = AUS
F96 = AUS
F97 = AUS
F98 = AUS
F99 = AUS
-初始化銑刀變量
F312 = AUS
F313 = AUS
bin1 ( EIN ) = 31 -給焊鉗程序號
bin3 ( EIN ) = 31 –給BOSCH程序號
T8 ( !F334 ) = -2[1/10Sek]
F334 = EIN -STEP已經開始運行
A116 = EIN
A130 = EIN
A786 = F830 給BOSCH銑電極數復位,F830區分兩種焊鉗或控制器–一般不激活
A722 = !F830-沒用用于
Schritt 52 = T8 & A4039 -0.2秒后向下
SCHRITT 52-銑刀電機預先旋轉
F334 = AUS
T7 ( EIN ) = -50[1/10Sek] -5秒檢測時間
i1 (EIN) = 0 -計數器清0
A834 = EIN -銑刀電機預先旋轉
Schritt 53 = A4039 -有使能直接去下一步
-在焊鉗不夾時銑刀電機先旋轉測試檢測開關,電機是否正常工作。
SCHRITT 53 預轉大于2圈就可以
F312 = EIN -激活M97進行預先旋轉測試
F313 = i1 > 2 -計數超過2圈后激活F313跳步
Schritt 54 = (F313 + T7) & A4039
SCHRITT 54—關閉銑刀預轉
F312 = AUS 關閉M97預先旋轉測試
t8 ( EIN ) = -100[1/10Sek]
Schritt 55 = A4039
SCHRITT 55 –檢測預先旋轉是否符合
F322 = !F313-故障有轉圈數故障
F323 = (!E842 + E843 + E844 + !E845) & !F324 & !F328
-擺臂沒在KS1BE2R位-擺臂在KS1BE2V位-擺臂在KS1SE1-R-擺臂沒在KS1SE1-V位-F323擺臂位置不正確
- F324擺臂在伸出位 - F328移動裝置在伸出位
F329 = F322 + F323 + T8 -銑刀/擺臂狀態不正常,有故障。
T7 ( EIN ) = STOP
-
計數器
+關注
關注
32文章
2256瀏覽量
94517 -
變量
+關注
關注
0文章
613瀏覽量
28364
原文標題:$APP_INT[5]與?固定焊鉗MAKROSTEP的使用
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
固定帶寬與動態帶寬的區別
ADS8556在采集中,突然BUSY/INT腳一無中斷輸出了,為什么?
工業APP與智能制造
智能升級:機器人焊鉗修磨機VS傳統修磨機,效率與質量的雙重飛躍
固定衰減器是什么意思
使用CUBE IDE無法通過IAP跳轉APP進行軟件升級怎么解決?
5G技術引領固定無線接入(FWA)飛速增長
涂鴉App開發工具App SDK

固定芯片用什么膠水比較好?
IAP跳轉APP開始可以,如果從APP跳回IAP后再跳到APP失敗的原因?

蘋果與Spotify的5億歐元罰單如何影響App Store規則?
APP盾的防御機制及應用場景






 工商網監
工商網監
評論