 分度卡盤的結構特征
分度卡盤的結構特征
液壓閥是構成液壓系統的重要元件, 它的很多閥體主閥孔兩端結構相似, 同軸度要求高。采用具有普通液壓卡盤的數控車床加工時, 需將閥體手工調頭、兩次裝夾,才能完成加工。經過改造為可自動控制的液壓分度卡盤后,加工兩端結構相似的工件時,在數控系統的控制下可以在主軸高速旋轉中進行回轉分度,工件只須一次裝夾就可完成兩端的調頭加工。

圖1 液壓閥閥體示意
一、分度卡盤的結構特征
分度卡盤液壓系統由液壓泵站、旋轉閥、輸油管和分度卡盤四部分組成。液壓泵站獨立于數控車床之外,避免液壓泵站振動、發熱對機床精度的影響;泵電動機組由變量泵和電動機組合而成,同軸度好;液壓控制回路采用集成塊疊加液壓閥式結構,結構緊湊;截止閥鑲嵌于集成塊內部, 蓄能器安裝在集成塊上。
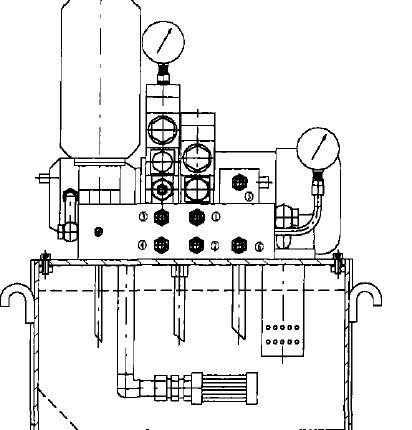
圖2 液壓泵站示意圖
分度卡盤由卡盤體、壓緊活塞、90°分度活塞、45°分度活塞、推力軸承、滾針軸承和上下卡爪組成。上卡爪與壓緊活塞之間由推力軸承和滾針軸承支承并通過階梯螺釘相聯接。卡盤夾緊時, 由于階梯螺釘與上卡爪之間留有間隙,上卡爪可隨分度盤一起在壓緊活塞中旋轉;卡盤松開時, 上卡爪在階梯螺釘的帶動下,隨壓緊活塞上升松開工件。分度盤與卡盤體之間也是由推力軸承和滾針軸承支承, 下卡爪通過螺釘固定在分度盤上。卡盤分度時,90°分度活塞和45°分度活塞推動分度盤旋轉,完成工件分度。
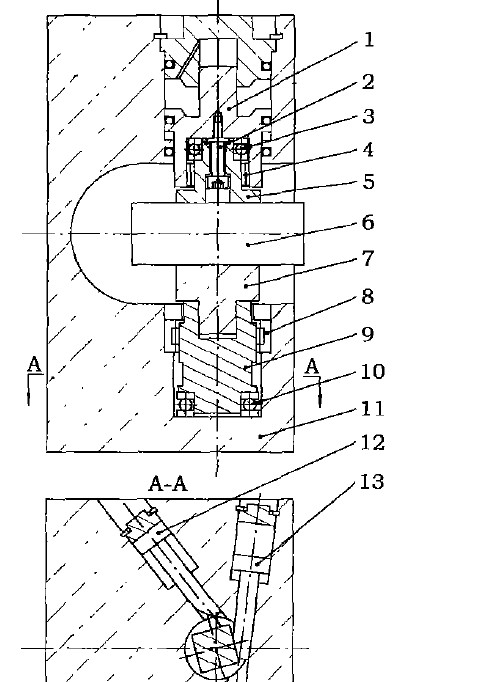
圖3
1.壓緊活塞 2.階梯螺釘 3、10.推力軸承 4、8.滾針軸承
5.上卡爪 6.工件 7.下卡爪 9.分度盤 11.卡盤體
12. 45°分度活塞 13. 90°分度活塞
二、工作原理
泵電動機組2(圖4)通過進油口處的吸油濾油器1從油箱11中吸油, 經出油口處的單向閥3向控制油路供油。控制油路分為兩路:一路為用來控制分度卡盤夾緊、松開的夾緊/松開回路;另一路為用來控制分度卡盤分度的分度回路。
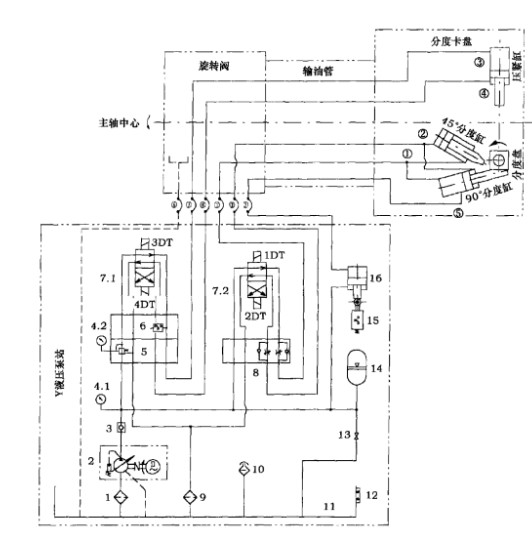
圖4
1.吸油濾油器 2.泵電動機組 3.單向閥 4.壓力表
5.疊加式減壓閥 6.壓力繼電器 7.電磁換向閥 8.疊加式換向閥
9.回油濾油器 10.空氣濾清器 11.液壓油箱 12.液位計
13.截止閥 14.蓄能器 15.檢驗開關 16.檢驗閥
2.1夾緊、松開回路
當電磁換向閥7.1的電磁鐵3DT得電時, 壓力油經疊加式減壓閥5減壓后, 又經電磁換向閥7.1、疊加式壓力繼電器6及高壓膠管進人安裝在數控車床主軸尾部的旋轉閥, 再經過主軸內部的輸油管進人安裝在主軸頭部的分度卡盤壓緊油缸的大腔, 使壓緊活塞向外伸出, 實現卡盤夾緊。
當電磁換向閥7.1的電磁鐵4DT得電時, 壓力油進人分度卡盤壓緊油缸小腔, 使壓緊活塞向內縮回, 實現卡盤松開。此時壓力繼電器6與回油接通, 不能發出信號。因此,機床數控系統將鎖定機床,使其不能進行加工工作,以確保加工安全。
2.2 分度回路
當電磁換向閥7.2的電磁鐵2DT得電時, 壓力油經電磁換向閥7.2、疊加式節流閥8、高壓膠管、旋轉閥及輸油管分別進人分度卡盤45°分度油缸的大腔和90°分度油缸的小腔。45°分度油缸的活塞在壓力油的作用下緩慢伸出, 推動分度盤逆時針旋轉45°;與此同時90°分度油缸的活塞在壓力油的作用下逐漸退回。
開始時,檢測油路⑤通過90°分度油缸的大腔與回油路①相通,檢測閥16的柱塞在其小腔壓力油的作用下迅速退回,檢測開關15被關閉。隨著90°分度油缸活塞的逐漸退回,檢測油路⑤與回油路①的聯接被油缸活塞切斷, 壓力油通過90°分度油缸的小腔與檢測油路⑤接通。此時檢測閥16的柱塞在大腔壓力油的作用下,克服小腔壓力油的作用向外伸出,壓下檢測開關15,使之發出信號,通知機床數控系統分度卡盤45°分度完畢。
當電磁換向閥7.2的電磁鐵1DT得電時,壓力油通過油路①分別進人分度卡盤45°分度油缸的小腔和90°分度油缸的大腔。45°分度油缸的活塞在壓力油的作用下逐漸退回,與此同時90°分度油缸的活塞在壓力油的作用下緩慢伸出,推動分度盤完成逆時針旋轉。
開始時, 檢測油路⑤通過90°分度油缸的小腔與回油路②相通, 檢測閥16的柱塞在其小腔壓力油的作用下迅速退回, 檢測開關15被關閉。隨著90°分度油缸活塞的逐漸伸出, 檢測油路⑤與回油路②的聯接被油缸活塞切斷, 壓力油通過90°分度油缸的大腔與檢測油路⑤ 接通。此時檢測閥16的柱塞在大腔壓力油的作用下, 克服小腔壓力油的作用向外伸出, 壓下檢測開關15,使之發出信號,通知機床數控系統分度卡盤90°分度完畢。工件需調頭加工時, 只須將上述過程執行兩次即可完成180°調頭。夾緊、松開回路和分度回路的回油匯合后, 一起經回油濾油器9流回油箱11。旋轉閥的泄油油路⑥由透明塑料軟管直接與油箱11相聯。
三、主要液壓元件的作用
泵電動機組2為壓力補償型變量泵和電動機的組合。液壓系統的最高壓力, 由變量泵調定并保持, 其值由壓力表4.1顯示。當液壓系統壓力升高, 接近調定的最高壓力時, 變量泵的輸出流量自動減少到補償泄漏所需的流量, 并能隨泄漏量的變化自動調整, 保持調定的最高壓力不變。因此系統功率損失少, 油液溫升小。
單向閥3用以保護油泵, 防止系統壓力突然增高,油液倒流損壞油泵;當突然停電或機床發生事故時,保證分度卡盤仍處于夾緊狀態,不致發生危險。
疊加式減壓閥5用來調節分度卡盤夾緊不同工件所需的、比系統最高壓力低且穩定的壓力。
疊加壓力繼電器6起液壓系統與數控系統連鎖作用。當液壓系統因故壓力不足時,壓力繼電器和機床數控系統共同作用,鎖定機床使其停止加工工作;當夾緊壓力達到設定值時,壓力繼電器發訊,通知機床數控系統進行下一步工作。
電磁換向閥7通過改變壓力油的流向,控制分度卡盤夾緊油缸和分度油缸的運動方向,實現分度卡盤的夾緊、松開、和分度。
疊加式節流閥8通過調節進入卡盤分度油缸壓力油的流量,控制卡盤分度油缸的運動速度,保證分度卡盤平穩分度。
截止閥13在檢修分度卡盤液壓系統時,能夠將液壓油路和蓄能器中的壓力油液放回郵箱,避免壓力油液的噴濺。
蓄能器14在突然停電、油泵停止工作時,能瞬間提供大量壓力油液,保持分度卡盤夾緊狀態。
檢測開關15與檢測閥16聯合作用,將分度卡盤分度油缸的運動情況轉換為電信號,通知機床數控系統進行下一步工作。
旋轉閥安裝在車床主軸尾部。其軸芯與車床主軸同時旋轉,并使幾條油路成為一束。
輸油管路安裝在車床主軸孔內,是聯接旋轉閥和分度卡盤的特制管路。
分度卡盤安裝在數控車床主軸頭部,在液壓油的作用下,其壓緊油缸將工件夾緊,兩分度油缸反向運動,推動分度盤逆時針旋轉,完成工件分度。
結 語
改造后的液壓系統實現了卡盤夾緊、松開和分度自動化控制,縮短了工件裝夾時間, 解決了手工操作效率低、精度差等問題,提高了工件加工質量,減輕了工人勞動強度, 降低了生產成本。
責任編輯:pj
-
電動機
+關注
關注
74文章
4109瀏覽量
96202 -
液壓系統
+關注
關注
12文章
163瀏覽量
15913
發布評論請先 登錄
相關推薦
繼電器工作原理分析 熱過載繼電器的結構特征
熱電偶分度號
特征工程實施步驟

電子束光刻技術實現對納米結構特征的精細控制
接繼電器的原理或結構特征分有哪幾種
激光切管機卡盤在設計和功能上區別及注意事項
中型兩卡盤激光切管機--為管材加工行業帶來了革命性的變化
長鑫存儲科技有限公司“沉積設備、靜電卡盤、加熱系統及其控溫技術”
HDJZ-3E型便攜式交直流指示儀表檢定裝置對電壓表校驗

維愛普揭秘跑道型磁環:結構特征、應用案例與前景展望

貼片電容的基礎特征和內部結構分析





 工商網監
工商網監
評論