") 氣伺服焊鉗平衡缸故障分析
氣伺服焊鉗平衡缸故障分析
焊鉗結(jié)構(gòu):---平衡缸的位置
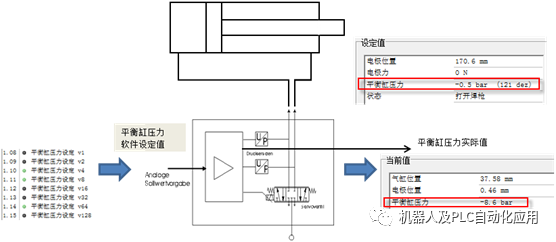
平衡缸控制閥的位置:
MPYD為壓差控制閥,可對平衡缸壓力在+/-10bar之間調(diào)節(jié),由機(jī)器人控制給入:
焊鉗進(jìn)行位置模式控制下:
平衡氣缸處于縮回位置ΔP < 0
焊接臂頂住螺釘,停止鎖死位置,E719
焊鉗在力模式控制下:
平衡氣缸處于伸出位置 ΔP > 0
焊接臂自由狀態(tài),浮動位置.! E719
機(jī)器人控制A729-A736:平衡缸壓力設(shè)定: 采用二進(jìn)制控制.BIN2
$BIN_OUT[2]={F_BIT 729,LEN 8,PARITY #NONE}
5: bin2 ( EIN ) = 114 在夾緊焊接前會通過二進(jìn)制給焊鉗平衡缸值
6: WARTE BIS !E129 + E26
7: SPSMAKRO80 = EIN 焊接程序
bin2 ( EIN ) = 0-255 / 壓力值: -10-à+1010bar
E12平衡缸超時: 原因: 平衡氣缸,MPVD平衡缸比例閥,線束.
| 平衡缸壓力未能在2秒內(nèi)達(dá)標(biāo)。 | 氣源供給壓力足夠高么?檢查 MPYD /電纜 | 出現(xiàn)故障后會沒有E705準(zhǔn)備就緒 |
出現(xiàn)平衡故障時:
1.如果MPVD氣閥沒有壞時,可以通過用WD-40進(jìn)行潤滑氣缸.
2.如果潤滑無效直接檢查連線.
3.連線無問題,直接換MPYD閥.
平衡缸回位信號: 焊接過程時如果平衡系統(tǒng)沒有問題時,平衡缸回位反饋E719應(yīng)該是沒有反饋的,而當(dāng)進(jìn)行軸運(yùn)行時E719要始終有.
| E719 | Equalizer is back | 平衡氣缸返回 |
拆解MPVD控制閥:
-
伺服
+關(guān)注
關(guān)注
16文章
650瀏覽量
40952 -
控制閥
+關(guān)注
關(guān)注
1文章
94瀏覽量
13800
原文標(biāo)題:氣伺服焊鉗平衡缸故障分析
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機(jī)器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
其利天下技術(shù)·引起伺服電機(jī)故障的原因分析·伺服電機(jī)驅(qū)動方案開發(fā)

伺服電機(jī)常見故障及解決方法有哪些
混合氣過濃故障的診斷方法與步驟
松下伺服驅(qū)動器故障代碼介紹

伺服控制器的常見故障及解決方法
三菱伺服故障代碼分類及處理方法
如何判斷伺服電機(jī)編碼器故障?
伺服驅(qū)動器的故障原因及解決方法
三菱伺服故障代碼大全及處理方法
伺服驅(qū)動器err13故障原因怎么解決
panasonic伺服驅(qū)動器故障代碼介紹
上位機(jī)控制伺服驅(qū)動器故障怎么解決
伺服電機(jī)驅(qū)動器的常見故障及解決方法
伺服電缸和伺服壓機(jī)區(qū)別 伺服電缸能取代液壓油缸嗎






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論