 西門子中小型PLC系統S7-300簡介及硬件/網絡組態
西門子中小型PLC系統S7-300簡介及硬件/網絡組態
建筑是人類生活的基礎設施和基本條件之一,隨著生活水平的提高和人類社會的發展,人們對建筑的需求越來越迫切,建筑工程的規模和數量在不斷增長。在我國的建筑行業中,鋼筋混凝土結構結構的建筑還占有相當大的比重。在鋼筋混凝土結構的建筑中,鋼筋是整個建筑的骨架,它由主鋼筋和箍筋等構成。箍筋的形狀和尺寸跟主鋼筋的設計有關系,并且它的用量要比主箍筋的用量多許多倍。但在現實的箍筋生產中,箍筋的生產有兩部分組成:一種是校直裝置,另一種是彎箍成型的裝置。當前的簡易彎箍設備遠遠不能滿足大批量、多品種的加工模式,工人的勞動強度大,生產效率低,人工成本很高。
SIMATIC S7-300是德國西門子(Siemens)公司生產的模塊化中小型PLC系統,能滿足中等性能要求的應用。S7-300系統通過各種單獨的模塊之間的組合可進行構成不同要求的系統;S7-300的指令系統具備高速(0.6~0.1μs)的運算速度;S7-300支持用浮點數和反三角函數運算,能夠有效地進行更為復雜的算術運算;S7-300通過統一的Step 7軟件方便、簡單的給所有模塊進行組態和參數賦值;S7-300具備多級口令保護可以使用戶高度、有效地保護其技術機密,防止未經允許的復制和修改;S7-300具備強大的通信功能,它多種不同的通信接口,并通過多種通信處理器來連接AS-I總線接口和工業以太網總線系統,多點接口(MPI)集成在CPU中,用于同時連接編程器、PC機、人機界面系統及其他SIMATIC S7/M7/C7等自動化控制系統。
彎箍的過程中涉及到了大量的計算,我們需要一種能支持強大運算功能的PLC,西門子的S7-300正好符合我們的要求。西門子的Step 7 ProfessionalV5.4 SP3 編程軟件支持LAD,STL和FBD三種編程語言,并且支持三種編程語言的混編,大大的提高了編程的效率。
所以針對箍筋生產的現實情況,考慮到使用環境為高粉塵、高電磁干擾,已超出了工控機的承受范圍,我們選擇了一種用先進的、成熟的S7-300 PLC主要核心、以觸摸屏為人機界面(HMI)、以安川交流伺服驅動系統為執行機構的方案進行自動化箍筋生產設備的設計。
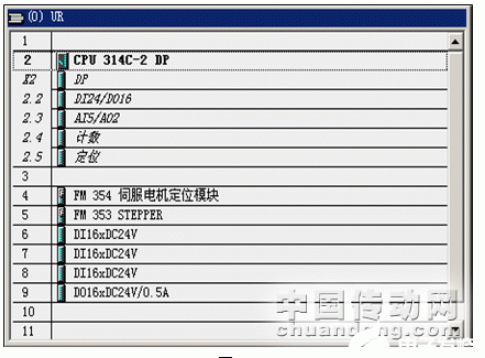
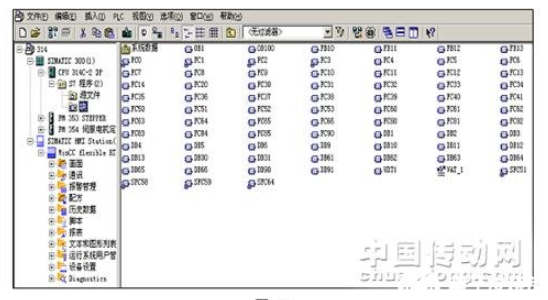
以S7-300為核心的控制系統包含CPU314C-2DP(CPU)、FM354(驅動牽引部分的控制器)、FM353(彎曲部分的控制器)、SM321(輸入模塊,反饋各種執行機構的動作完成位置是否正確和控制信號)、SM322(輸出模塊,控制各種電磁閥的動作)構成,如下圖所示:
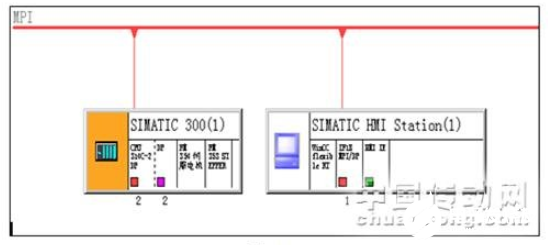
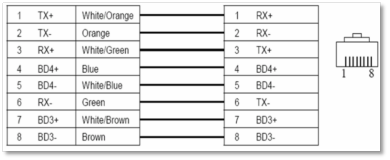
S7-300與觸摸屏的連接網絡我們選擇MPI,CPU314C-2DP的MPI地址設為2,SM354的MPI地址設為3,SM353的MPI地址設為4,HMI的地址設為1,網絡組態如下圖所示:
三 工作原理
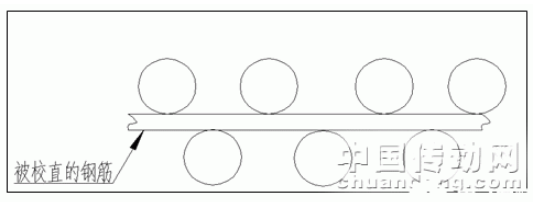
根據箍筋生產的實際情況,我們采用將校直裝置和彎箍成型裝置放置在一起的方案。校直部分主要由橫、豎兩排矯直輥組成,通過輥子的擠壓來去掉鋼筋的彎曲應力,如下圖所示。為了方便用戶的調整,上半部分的矯直輥的位置可以調節,以適應不同直徑的鋼筋。
校直裝置由一個11KW的交流伺服電機來牽引,牽引的同時完成送料。
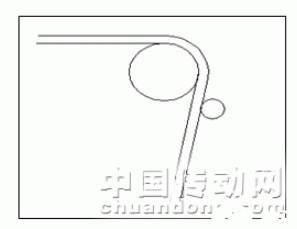
彎曲部分采用繞彎的方式,以一個軸為中心,另一個軸臂圍繞此軸旋轉,如下圖所示。整個彎曲部分可以一彎曲時的鋼筋為中心伸出/退回,也可以進行順時針/逆時針的旋轉。彎曲的速度和角度有定位模塊FM353來控制,實現了高速、精確定位
旋轉部件的也由以一個7.5KW交流伺服電機來牽引。
當箍筋加工完成后,由普通的三相異步電動機通過曲柄連桿機構帶動剪刀把鋼筋剪斷,然后進行下一個循環。
四 軟件的實現
S7-300 PLC系統編程軟件選用STEP 7 Professional V5.4 SP4編程軟件包(為了能FM354、FM353對進行設置,我們要安裝四門子提供的Simatic S7 FM353/FM354 Parameterization Version 4.03.04),采用模塊式的面相對象的思想進行編程,完成硬件組態、參數設置、PLC程序編制、測試、調試和文檔處理。
由于STEP 7 Professional V5.4 SP4支持在同一個塊內同時使用LAD,STL和FBD三種編程語言。對于系統中的邏輯控制選用梯形圖編程,構成FC塊,實現各機組執行機構的電氣控制和工序邏輯功能;對于數據處理的部分則采用語句表編程,構成FB塊。浮點數運算和反三角函數的運用極大地簡化了檢測盤上的外部旋轉編碼器的脈沖信號的輸入與鋼筋送進長度之間之間的換算關系,實現較為復雜的算術運算和邏輯、定位控制等功能,具體的程序結構見下圖。
其中OB 100是熱啟動組織塊,系統啟動就調用OB 100,主要作用是初始化各種數據并且把內部存儲的各種狀態復位;OB1是主程序塊,它調用各種FC和FB更新來自MPI總線上的數據塊中的的數據,控制伺服驅動器完成定位,控制各個閥的動作,來完成箍筋制作的動作。
五、結論
經過調試,PLC和交流伺服系統在該設備中工作正常穩定,一臺本設備的生產效率大約是采用傳統方式的20倍。它簡化了箍筋加工的流程,極大的提高了生產效率,改善了工人的工作環境,提高了產品的質量,適應當前箍筋柔性化生產的方向。
參考文獻
[1]李建興,可編程邏輯控制器應用技術,機械工業出版社,2004
[2]楊自厚, 自動控制原理, 冶金工業出版社, 1985。
[3]西門子S7-300編程手冊
[4]安川伺服說明書
[5]建設部人事教育司,鋼筋工,中國建筑工業出版社,2003。
[6]S7-300 PLC在冷彎設備中的應用 張衛國
責編AJX
-
plc
+關注
關注
5010文章
13272瀏覽量
463072 -
西門子
+關注
關注
94文章
3034瀏覽量
115788 -
硬件
+關注
關注
11文章
3312瀏覽量
66201
發布評論請先 登錄
相關推薦
西門子S7-300 PLC的詳細介紹

西門子PLC S7-1500系列介紹

如何選擇西門子plc數據采集網關?注意事項
西門子300PLC ProfibusDP轉MODBUS TCP與巴魯夫傳感器數據通訊解決方案

西門子plc溫度模塊怎么編程
S7協議讀取西門子S7-200 Smart PLC數據

西門子S7-1200 PLC的指令介紹
西門子PLC產品系列有哪些
西門子網口S7-COMM協議300 400如何使用?
西門子PLC遠程監控模塊是什么?西門子PLC遠程監控模塊的功能
西門子S7-300/400PLC遠程控制,利用透傳網關實現遠程上下載,遠程監控功能

西門子S7-300(CPU315)做整流系統的PID控制
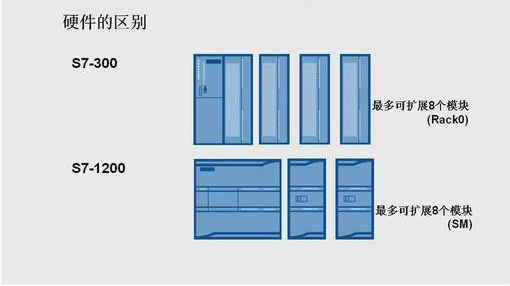
西門子S7-1200與S7-300PLC之間的區別有哪些?





 工商網監
工商網監
評論