 關于子脈沖的被動 DPA 系統的合成效率與增益飽和的關系
關于子脈沖的被動 DPA 系統的合成效率與增益飽和的關系
為了獲得毫焦量級的脈沖能量和數個吉瓦的峰值功率,摻鐿光纖放大系統通常使用極大模場直徑(MFD)的增益光纖并結合啁啾脈沖放大(CPA)技術。進一步提升脈沖能量和峰值功率依賴于近些年發展的相干合成技術。
分脈沖放大(Divided-pulse amplification, DPA)是一種常用的相干合成技術:在 DPA 系統中,通過在放大前將初始脈沖等分成時域上分離的子脈沖串,以降低脈沖在放大時的峰值功率;子脈沖串經過放大之后重新合成為一個脈沖。DPA 的相干合成效率主要受到三方面的限制:(1)增益飽和導致子脈沖間的強度差異;(2)非線性效應將子脈沖間的強度差異轉化為相位差異;(3)器件缺陷。本文介紹的兩篇文獻均對啁啾脈沖-分脈沖放大系統(CPA-DPA)進行了詳細的數值模擬,并重點研究了合成效率與增益飽和的關系。
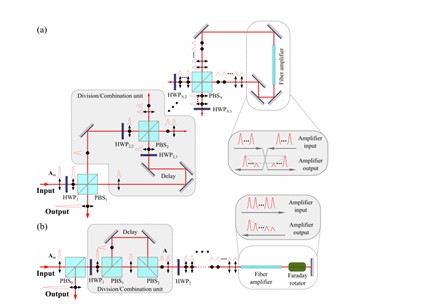
圖 1 (a) Sagnac 型 DPA 裝置和 (b) 雙通 DPA 裝置的示意圖
2013 年,Marco Kienel 等人探究了兩種 CPA-DPA 系統合成效率的影響因素[1]。第一種(圖 1a)是 Sagnac 裝置,其脈沖在時間與空間上均被等分,雙向通過增益光纖放大后合成。第二種(圖 1b)是雙通裝置,等分的子脈沖序列來回兩次通過增益光纖放大并合成。圖 2 顯示了雙通 DPA 裝置的合成效率與增益飽和,非線性強度和 PBS 對比度的關系。圖 2(a,d), (b,e), (c,f)分別代表分脈沖數量為 2,4,8 的情況。其中,(a-c)對應理想的 PBS,而(d-f)對應對比度有缺陷的 PBS。圖像橫軸為輸出能量 Eout 與飽和能量 Esat 的比值,代表增益飽和效應的強度,縱軸是單個子脈沖累積的最大 B 積分,表征系統的非線性強度。
如圖 2(a)所示,當不存在非線性效應(Bmax = 0)時,僅增益飽和增強即可造成雙脈沖合成效率下降,因為增益飽和給予了兩個子脈沖強度上的差異,導致合成偏振態偏轉,使脈沖在通過輸出端 PBS 時損失能量。而當非線性效應存在時,強度相關的非線性相移會把增益飽和造成的強度差異轉化為相位差異,極大地損害合成的線偏振程度,進一步降低合成效率。除非增益飽和很弱,兩脈沖的強度差異小,即使 Bmax 很大,兩脈沖 B 積分差依然不大,合成效率仍維持較高水平。更多分脈沖數量(圖 2(b,c))與 PBS 缺陷(圖 2(d-f))的情況整體與理想 PBS 的雙脈沖(圖 2(a))類似,只是合成效率更加敏感,因為多次合成增加了系統的復雜度,PBS 缺陷引入了更多不規則的子脈沖強度差。
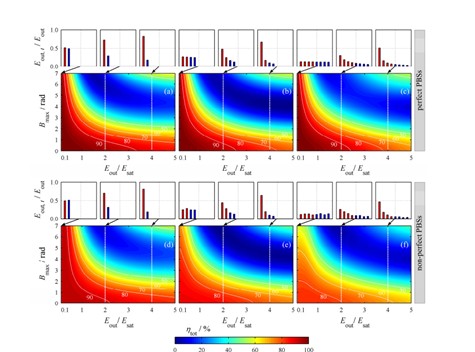
圖 2 雙通 DPA 系統中總合成效率與增益飽和,非線性強度,PBS 缺陷的關系
相較于雙通裝置,Sagnac 裝置的合成效率隨上述物理因素的變化規律略有不同。當分脈沖數量為 2 時(圖 3(a)),兩強度相同但正交的子脈沖通過環路相向傳輸,經歷完全相同的增益和非線性相移,合成效率為 100%。而在四個子脈沖的情況下(圖 3 (b)),Sagnac 裝置的合成效率亦遠高于雙通的 DPA 系統。這是因為 Sagnac 裝置結構對稱,4 脈沖的第一次合成始終是完美的,減少的合成效率僅是第二次合成中兩脈沖相位差所致合成線偏振度的降低。
當分脈沖數量增加至 8 時(圖 3(c)),合成效率才降到與雙通系統類似的水平。此外,相較于雙通的 DPA 系統,PBS 缺陷(圖 3(d-f))會破壞 Sagnac 裝置的對稱性,因而對合成效率有更嚴重的影響。
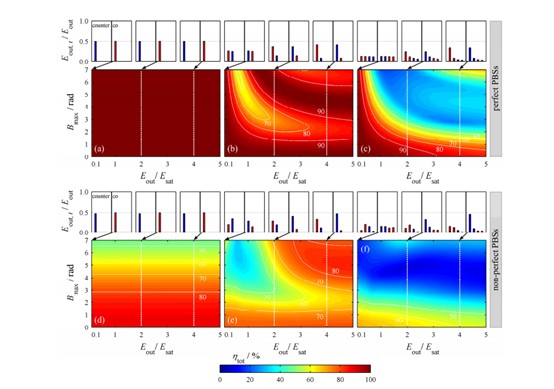
圖 3 Sagnac DPA 系統中總合成效率與增益飽和,非線性強度,PBS 缺陷的關系
除了上述物理效應,還有一些其他的效應可能會降低合成效率,例如源于 Kramers-Kr?nig 關系的相移,增益飽和對脈沖的整形作用,和分脈沖相互重合導致的交叉相位調制(XPM)。
因此,在 2016 年,F. GUICHARD 等人對 CPA-DPA 系統進行了更嚴格且詳細的仿真,計算了包括 XPM、增益飽和與 K-K 關系的耦合非線性薛定諤方程[2]。作者所考慮的是如圖 4 所示的雙通摻鐿 CPA-DPA 系統。上半部分的合成器件與分脈沖器件的參數保持完全相同,為被動系統;下半部分的合成器件與分脈沖器件的參數可獨立調節,但需通過掃描最大輸出功率以確定合成器件的參數,為主動系統。
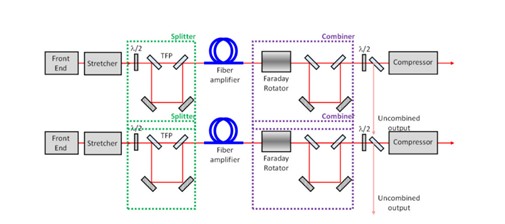
圖 4 被動與主動的雙通 CPA-DPA 系統
具有 2 個子脈沖的被動 DPA 系統的合成效率模擬結果如圖 5 所示。理論上,由于增益飽和的影響,第一子脈沖的增益高于第二子脈沖,輸出時,強度的差異會略微降低合成效率。而自相位調制(SPM)和 K-K 相移又會將兩脈沖的強度差轉化為相差,進一步造成合成效率的降低。為了區分這些效應之間的貢獻,作者首先討論了不同非線性強度的模擬結果:將輸入脈沖展寬至 500 ps(藍線)或 2 ns(紅線),對應每個子脈沖的平均 B 積分分別為 12 rad 和 3 rad(E / Esat = 1 時),在輸出能量接近飽和能量,增益飽和效應增強時,很明顯非線性強的情況(藍線)合成效率下降得更快。其次,從忽略 K-K 關系后再模擬的結果可知(虛線),SPM 是兩脈沖相差的主要貢獻者,K-K 關系對合成效率的降低只占少部分。
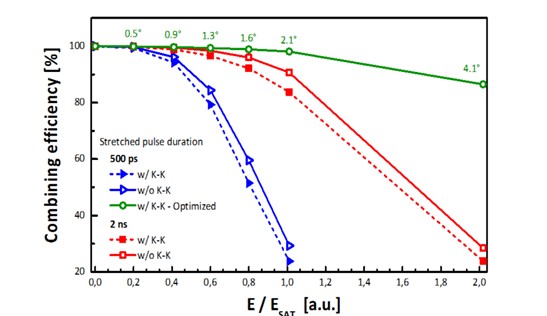
圖 5 具有 2 個子脈沖的被動 DPA 系統的合成效率與增益飽和的關系
作者還試圖通過旋轉分脈沖器件與合成器件的半波片角度來改變子脈沖放大前的能量分配,以補償增益飽和導致的強度差異。模擬結果如圖 5 綠線所示,作者成功的優化了合成效率并顯示了每個輸出能量對應旋轉的最佳角度。它清楚地表明,調節半波片是將有效相干合成區域拓展至放大器飽和能量之外的有效方法。
圖 6 展示了分脈沖數量為 4 的 DPA 系統的模擬結果。其中的藍線,紅線,綠線分別對應高非線性強度,低非線性強度和無非線性效應三種情況。虛線代表被動 DPA 系統,而實線代表主動 DPA 系統。所有曲線所代表的合成效率都已通過旋轉半波片的角度盡可能地優化了。藍線和紅線的變化趨勢與圖 5 類似,再次說明非線性越強,增益飽和對合成效率的影響越大。
值得注意的是,在輸出能量的值接近飽和能量四倍的情況下(每個子脈沖能量都與飽和能量相當),盡管沒有 SPM 和 KK 關系引入子脈沖間的相差,合成效率也會因過強的增益飽和而顯著降低,且被動 DPA 系統不能補償這種由純粹強度失衡導致的低合成效率(圖 6 綠色虛線)。但是,強度差異引起的合成效率降低可以通過主動的 DPA 系統完美解決(圖 6 綠色實線):先獨立調節輸入端的半波片角度,使輸入脈沖分為能量前低后高的子脈沖序列,以補償增益飽和給放大后子脈沖帶來的能量差,這樣獲得的相等幅度的放大子脈沖,再通過獨立調節輸出端半波片的角度來完美合成,從而產生極高的合成效率。除此以外,增加分脈沖數量也是優化合成效率的常用方法,其不僅能降低每個子脈沖的峰值功率,從而降低非線性的強度,還可以減弱增益飽和對脈沖造成的影響。
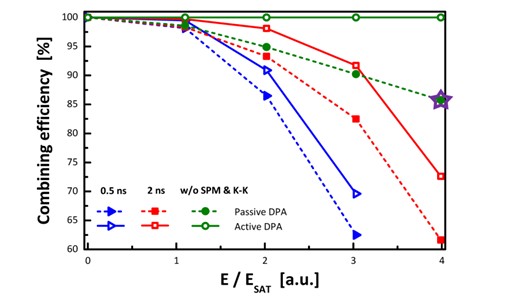
圖 6 具有 4 個子脈沖的被動和主動 DPA 系統的合成效率與增益飽和的關系
綜上所述,兩篇文章均通過模擬描述了增益飽和影響 DPA 合成的機制,為實驗中觀察到的接近飽和能量時的合成效率下降提供了可靠的解釋與解決的方案。雖然兩篇文章均提出了采用主動 DPA 設計,增加分脈沖數量的優化方法,但由于當前系統缺乏對每個子脈沖強度和相位的控制手段,任意縮放分脈沖數量并不可行。未來可以考慮使用響應足夠快的電/聲光調制器之類的元件來控制每個子脈沖的強度和相位,以解決此問題。
責任編輯:pj
-
合成器
+關注
關注
0文章
273瀏覽量
25376 -
調制器
+關注
關注
3文章
841瀏覽量
45176 -
DPA
+關注
關注
0文章
29瀏覽量
15720
發布評論請先 登錄
相關推薦

FMC子卡設計原理圖:FMC181-八路125Msps 14bit 直流耦合脈沖采集AD FMC子卡
什么是開環增益和閉環增益
天線系數與天線增益的關系
伺服電機脈沖頻率和速度的關系是什么
友思特分享 | 百皮秒+一體化:基于Q開關與增益開關技術的短脈沖激光器





 工商網監
工商網監
評論