 解決PCB焊錫缺陷的問題指南
解決PCB焊錫缺陷的問題指南
在檢查過程中,您會發現某些無源組件放置不正確。似乎它們已經樞轉起來,引起他們應連接的兩個焊盤之一的注意。不幸的是,對電路的測試將導致開路。
電阻器像哨兵一樣站在那里,或者恰如其分地貼在墓碑上,以標記失效連接點。我使用“電阻器”一詞,但電容器和其他部件也可以使用。較大的部件具有克服焊料在液態時的毛細作用的重量。
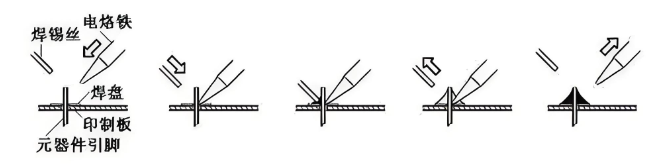
每個焊點都要經歷自己的關鍵時刻。當錫膏達到像液體一樣的溫度時開始,而當錫膏凝固成固態金屬時結束。
焊盤內平衡的幾何均等
我們的足跡通常具有完美的對稱性。焊盤完全相同,并且均勻地圍繞組件引線放置。拾放機或人工人員可以很好地將物品準確放置在原處。
即使零件放置的位置不正確,當焊料處于液態時,良好控制的焊接過程也可以使零件在焊盤之間居中。每個焊盤都會在與之接觸的引線或球上施加毛細作用力,因此即使我們在放置位置上稍有偏離,我們的組件也會在合適的條件下自動對中。當條件不利時,會通過將組件從其焊盤之一抬起而引起開路,從而引起這種毛細作用。
那就是在裝配車間發生恐慌的地方。組裝商必須為當日和隔日通過SMT生產線的100%焊點創造合適的條件。在PCB設計可幫助或阻礙基于幾個參數。
l焊錫量-由模版設計決定在板上沉積多少錫膏。
lPCB熱負載-焊盤的幾何形狀以及銅是否被溢流或散熱。
l焊膏成分-這不是電路板設計,但是我們經常需要在裝配圖上提供一些詳細的注釋。
調整音量
大多數組件都具有建議的膏狀模板開口和標準模板厚度。隨著材料清單的增長,所有供應商都不可能采用相同的厚度。如果一個供應商指定了一個4 mil厚的模板,而您遵循了另一個組件的準則,并使用了3 mil厚的粘貼模板,則可能有必要擴大基于較厚模板的組件的粘貼模板的開口。在設計組件封裝時,很難知道最終產品的零件組合。
我們如何使用我們的CAD工具會形成或破壞焊接輪廓。如果我們的阻焊層具有比金屬定義更大的擴展幾何形狀,那么將銅倒在該焊盤上將產生一個有效的焊盤,其大小等于阻焊層開口的大小。我們將其稱為遮罩定義的土地。如果要控制各個焊盤,則可以在銅被淹沒時將擴展設置為零。
 ?
?
另一方面,未焊錫定義的焊盤,只有一條走線,將導致焊盤的尺寸等于原始金屬的大小。當相同體積的焊料用于有效尺寸不同的兩個焊盤時,可能會引起問題。然后再加上一個事實,即焊盤可以像散熱器一樣工作,兩個焊盤之間的差異對于批量生產而言可能太大。工廠根本無法消化那么多焊錫缺陷并獲利。
由于不完善的設計而產生的其他缺陷也隨墓碑而變化,例如空洞,冷焊錫,打亂焊錫和枕芯。雖然最小的零件將抬起,但較大的零件可能會顯示具有相同或相似根本原因的其他缺陷。綜合考慮,返工或保修修理和更換的價格將吞噬公司的預期利潤。
加熱
取放機械手將所有零件放到漿料中后,電路板進入烤箱進行預熱階段,該階段經過校準,以使所有部件幾乎融化,然后再發出加熱脈沖,完成加熱過程。
只要有效的焊盤幾何形狀相同,預熱階段的效果就會均勻。非均勻墊將以可預測的非均勻方式表現。一個墊將比另一個墊先達到魔術溫度。首先固化的墊將是將組件向上拉到立碑位置的墊。
粘貼下來
焊膏有很多變量。金屬和懸浮材料的顆粒具有決定焊接過程的溫度范圍以及銷售或處置最終產品的場所的特性。從頭到尾,焊膏都是成功或缺乏的重要因素。
關于一種糊劑,可以說最好的是它是共晶的。這個詞的意思是它在很窄的溫度范圍內液化并重新凝固。當焊料在那個小窗口上方凝固時,以某種方式干擾結的機會就更少了。熔化的焊料的毛細作用無需花費太多時間就可以像吊橋一樣將零件拉起。
閃速凍結很棒。要恢復原始共晶焊料的性能,已證明很難將63%的錫和37%的鉛混合在一起。Sn63焊料的熔點相對較低,使其更易于處理。組件制造商必須重新設計其產品,以承受200攝氏度以上的回流溫度,才能使用更新的焊膏。
具有微量銀和銅的配方是綠色的選擇。白銀不如黃金貴重。但這并不便宜。高溫和易受液態侵蝕的糊劑暴露時間更長,增加了組件在焊接時直立的幾率。
關于通量
凱斯特焊料制造商的定義是:
“焊膏由焊料合金粉末在穩定的粘性助焊劑載體中的均勻分散體組成。除了合金性質,金屬負載,粒度分布(或根據IPC分類的粉末類型)和焊膏流變性以外,助焊劑化學在介導焊盤和組件之間金屬間結合的形成方面也起著關鍵作用。”
助焊劑具有三個優點:
l助焊劑可將熱傳遞到接頭區域,并適當潤濕表面
l它去除了PCB焊盤和組件引線中的鈍化層和表面污染
l它可以保護高反應性的熔融金屬免遭大氣中的再氧化,直到在其余的回流過程中焊料合金重新凝固形成接頭為止。
助焊劑約占糊料體積的一半,占糊料重量的10%。為了獲得更高的可靠性,我們通常希望清除PCB上的助焊劑,因此請在裝配圖上添加注釋或指定不希望清除的助焊劑。免清洗助焊劑通常是低活性,低殘留物,并且不含稱為鹵素的有害成分。焊膏中的金屬和化學藥品是實現良好過程控制的關鍵。
它是布局,它是工藝路線,它是一切!
從良好的組件封裝開始,并管理它們的放置和布線方式非常重要。這樣,焊點會保持同步,從而幫助您遠離墓碑,使您遠離墓地。每個組件在板上的相似熱負載和方向有助于減少問題。
在零件尺寸的較小端(0201、01005),建議使用一對D形墊片。較大的組件可以更好地保持下來。當心高組件的陰影,因為它們會產生冷區。使組件遠離PCB邊緣,因為它比內部區域更快地變熱。
保持與裝配團隊的內部或外部溝通。詢問紅外烤箱中是否有任何特定組件發生故障。看看該部分是否有任何可以改進的地方。對新產品和成熟產品都進行這種持續改進。讓工廠的工作變得更輕松永遠不會太早或太遲。
-
印制電路板
+關注
關注
14文章
957瀏覽量
40832 -
PCB打樣
+關注
關注
17文章
2968瀏覽量
21747 -
電路板打樣
+關注
關注
3文章
375瀏覽量
4721 -
華秋DFM
+關注
關注
20文章
3494瀏覽量
4598
發布評論請先 登錄
相關推薦
當科技遇上PCB焊錫:自動化焊接如何重塑電子制造
PCB線路板常見缺陷原因分析:解鎖電路板制造的隱秘挑戰

大研智造激光焊錫技術:無鉛手工焊接缺陷的優化方法"

如何防止焊錫膏印刷缺陷的出現?

【新手指南】自己焊接pcb電路板需要哪些工具
常見的PCB制造缺陷有哪些?

友思特應用 | 高精度呈現:PCB多類型缺陷檢測系統

如何防止焊錫膏缺陷的出現?

揭秘:PCB電子激光焊錫技術的檢測方法與應用范圍
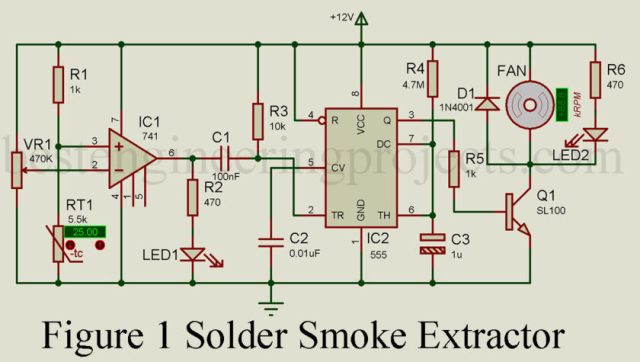
構建一個自動焊錫排煙器的教程





 工商網監
工商網監
評論