 鋰離子電池的極片輥壓出現的問題及解決方法
鋰離子電池的極片輥壓出現的問題及解決方法
在實際生產中 ,借助于自動輥涂機如何使極片集體與活性物質料漿精密結合為一個有效的整體?在極片外觀、基體表面與料漿的結合處、料漿壓實性、基體的延展性等測試因素上進行綜合評價已成為一項不可或缺的技術。由此產生的一系列問題及解決的方式方法, 在這里做了大致的處理 。
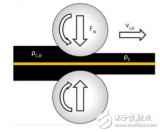
鋰離子電池的極片是以鋁箔和銅箔為基體在上面涂覆活性物質,后進行輥壓、裁片等工序后完成的,質地柔軟易破損,需小心轉運和使用。輥壓是電池極片制作即制片過程中的重要環節,一般安排在涂布工序之后,裁片工序之前 ,由雙輥壓實機完成。
實際操作中,輥壓過程常常會造成對極片的損壞,其原因有如下幾點:
1、生產是連續性工作,工序的質量首先取決于之前涂布工序的完成質量,涂布過程中,若在極片表面留有小顆粒等質地不均現象,則在輥壓時,小顆粒受到雙輥壓力,便向箔帶方向擠壓,顆粒體較軟的可被碾成粉末繼而脫落,顆粒體較硬的會擠壓箔帶,造成箔帶破孔甚至箔帶斷裂 。
即使沒有小顆粒的出現,涂布不均勻在輥壓后也會顯現得更加明顯,因涂布較厚的位置被壓實,產生光澤,而涂布較薄部位未被壓實,沒有光澤產生,則極片表面就會出現不規則的光澤圖形,這表明了活性物質分布不均一并且與箔帶的結合水平也不均勻,易形成面積脫落。
2、輥壓過程中,操作員會即時使用厚度儀測量輥壓后的極片厚度以確定輥壓效果是否符合工藝要求 。但因是在極片的傳動過程中測量,同時測量員的實際操作水平有限,易造成厚度儀劃破極片。即便沒有劃破,也會造成劃傷,即部分活性物質被厚度儀刮落,形成箔片暴露在外的殘 ,且劃傷和劃破常常是十幾厘米甚至幾十厘米長度的破壞,以至于不得不廢棄掉某一段箔帶或箔片,造成生產資料浪費 。
3、不論銅箔還是鋁箔都存在一定的繼續延展性 ,在輥壓過程中由于雙輥壓實活性物質,而活性物質又會對箔片產生擠壓而造成箔片輕微的延展 。在前序的涂布過程中,為了節省活性物質的用量,涂布寬度會稍稍小于箔帶寬度,箔帶的邊緣便會有數毫米左右的寬度沒有覆蓋活性物質。在輥壓時,這一部分就不會同時接觸輥壓機的雙輥,以致沒有發生繼發性的延展 。
繼而就造成箔帶沒有附著活性物質的部分與箔帶中間大面積已附著活性物質的部分延展度不均一,在外觀上形成箔帶邊緣的波浪形皺褶,平行的波浪痕跡與箔帶運動方向垂直。附著在皺褶箔帶上的活性物質易發生裂縫、凸起或脫落。狀況輕微可通過后續的裁切步驟除去,但嚴重的很容易造成整個極片報廢。
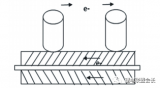
4、箔帶在雙輥壓實的過程中需要嚴格垂直于雙輥軸向,才能使箔帶上的活性物質受力均衡,輥壓半整,但在箔帶進輥的過程中,若有箔帶本身制作的輕微偏斜或者輸送箔帶的傳送軸之間的微小角度偏斜亦或是小片輥壓時操作人員擺放的極片輕微偏斜造 成箔帶或箔片進人雙輥時不是完全的垂直,輥壓就會產生箔帶或箔片一側被牽扯平直而另一側有輕微褶皺的現象 ,整個箔帶或箔片就不是均衡受力 ,輥壓出來的活性物質表面由于箔帶或箔片基體的褶皺而出 現大面積的傾斜波浪狀痕跡 ,即壓實位置不均衡造成 壓實表面不均 。表面不均的極片一般作報廢處理 ,但即便忽略這一現象 , 強行帶人后續環節制作電池 ,最終成品也很難使容量密度和能量密度合乎規格 。
討論與措施 :如上各種現象造成了生產資料浪費 ,更影響制片 工作的連續性和一致性 , 最終會影響成品電池品質。對于上述各種現象 ,我們提出如下解決方案:
1、加強前步驟工作質量 ,包括混料和涂布。混料時提高攪拌速度和增加攪拌時間會提高混料的均勻性 ,較大程度避免團聚現象的發生 。但提高攪拌速度和增加攪拌時間勢必帶來機械磨損和電力消耗的增加 ,即增加了生產成本 ,且不同正極材料的分布能力也不盡相同 ,因此在工藝設計時要依據物料本身特性酌情增加攪拌的時間和強度。
在涂布過程中將涂布寬度盡量靠近箔帶寬度 , 以避免壓實不勻的現象發生 , 不論是手動還是自動進料, 都要防止氣泡進人進料槽 ,攪拌后放置過久的料不能用來涂布 ,因其產生了沉淀分層 ,會導致進料不均以致涂布不均 。涂布軸要擦拭干凈 ,避免著料不勻。
2、對于實時監控輥壓后的極片厚度, 有條件的車間可以采用光學厚度實時監控系統,采用人工操作測厚儀 ,需要加強工人操作水平的培訓 ,讓工人了解箔帶和活性材料的特性 ,使手動操作更安全可靠 ,減少或者避免劃傷劃破箔帶或箔片的現象。
3、對于箔帶或箔片邊緣出現輻射型波紋的問題, 需在涂布過程中盡量使涂布寬度接近箔帶寬度, 盡量減小裸露金屬部位的面積,以減輕其未延展而造成的對著料部分產生延展的緊縮作用。或者采用組合型雙輥 , 即中間部分的雙輥長度與著料寬度相等 ,兩側貼合直徑稍大的雙輥用以對未著料部分進行酌情延展 ,其數值可預先以少量著料箔帶進行預壓后測量得知 。
亦可在較寬輥上測出著料寬度后 ,在著料寬度外纏繞一定厚度的膜使得雙輥可接觸到未著料部分 ,并對其進行延展以減輕或消除邊緣輻射型波紋。纏繞膜的厚度亦是根據對著料部分和未著料部分的厚度差來確定 , 由于膜軟硬適中 ,不僅可以起到壓實箔帶或箔片邊緣的作用 ,亦不會造成對未著料箔帶或箔片的損傷。
4、關于箔帶或箔片與雙輥的垂直問題 , 對于未裁片箔帶而言 , 可增加進人雙輥前的傳送軸個數,以平整進人前的箔帶表面 ,同時仔細調節各傳送軸與雙輥的位置關系 ,保持其各部分嚴格平行 。
這種調節需定期定批次進行 ,以保證各軸位置因工作而產生的微小位移能夠及時得到糾正。對于已裁片的箔片而言 , 需增設進人雙輥前的傳送平臺 ,使其盡量接近雙輥并固定 , 且在平臺上設置嚴格垂直于雙輥的標卡尺 ,用以輔助箔片以正確角度進人雙輥。參考:《鋰離子電池正極片輥涂存在的問題及解決措施》鋰電聯盟會長知識交流!鋰電聯盟會長——新能源材料測試表征服務平臺!!!工藝,研發,機理和專利!軟包電池方向重磅匯總資料分享!揭秘寧德時代CATL超級工廠!搞懂鋰電池阻抗譜(EIS)不容易,這篇綜述值得一看!鋰離子電池生產中各種問題匯編!鋰電聯盟新能源社群正式上線,每天分享高質量書籍論文、學術報告及動態分析,定期分享鋰電大咖精品視頻課程,免費對接求職需求。歡迎各位朋友掃碼聯系鋰電聯盟會長交流學習!
-
鋰離子電池
+關注
關注
85文章
3238瀏覽量
77686 -
極片
+關注
關注
3文章
26瀏覽量
11374
原文標題:總結:鋰電池正極片輥涂存在的問題及解決措施!
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯盟會長】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
[討論]討論聚合物鋰離子電池是否能替代鋰離子電池
鋰離子電池黏結劑
鋰離子電池的設計
鋰離子電池集成保護電路的基本功能
鋰離子電池的性能
鋰離子電池的基本組成及關鍵材料
【轉】鋰離子電池的維護和保存技巧分享
鋰離子電池的制造概述
鋰離子電池充電的問題
鋰離子電池極片制造的工藝流程介紹與輥壓工藝基本的過程
鋰離子電池極片電阻測試是新穎且有應用前景的評估方法





 工商網監
工商網監
評論