 SMT加工QFN和LGA空洞不良怎么解決
SMT加工QFN和LGA空洞不良怎么解決
一、引言
空洞帶來的影響…可靠性問題–散熱問題–各種失效–客戶投訴;你想解決空洞嗎?
QFN元件空洞原因
快速增長,底部散熱焊盤過大,空洞》25%
QFN空洞的解決方案
鋼網設計》爐溫調整》錫膏調整
另一種簡單又方便的解決方案-一—焊片如何將焊片應用于QFN元件LGA元件空洞?
二、QFN空洞原因
QFN結構圖
四側無引腳扁平封
接地焊盤在元件本體下,通常尺寸為4mm*4mm
接地焊盤與錫膏直接接觸
錫膏與鋼網
錫膏中助焊劑體積占50%,錫量越多,助焊劑量相應更多。》對于鋼網開孔,需要更多地出氣通道,但過多的通道意味著錫量減少
過大的空洞會造成短期的產品失效或長期的可靠性風險
PCBA裝配時單個大空洞的危害
LED,汽車電子,手機產品,以及很多工業產品對空洞非常敏感,要求降低空洞
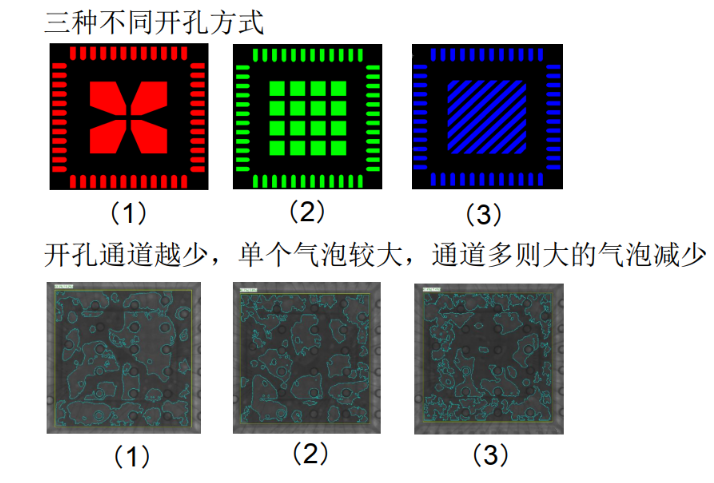
2.1鋼網設計對空洞的影響
通過X-ray檢測,發現大多時候QFN空洞的形態都是一個或幾個較大的空洞
在實驗中,QFN接地焊盤的尺寸為4.1mm*4.1mm,在鋼網設計上,我們采用如下幾種方式
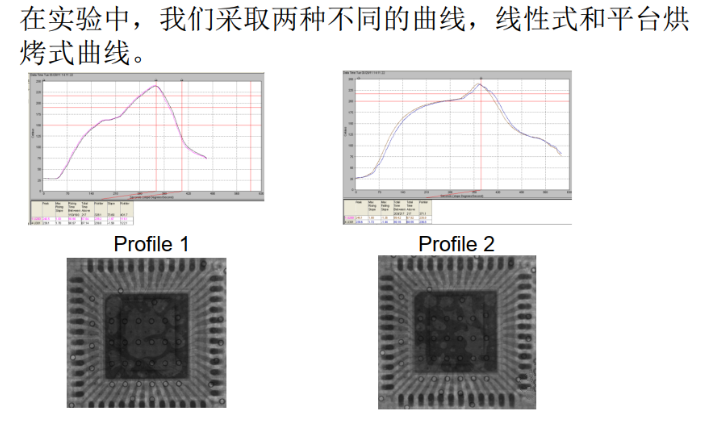
2.2爐溫設計對空洞的影響
3.3錫膏調整
助焊劑在熔化的焊點里很難揮降低出氣
-適當的高沸點的溶劑
-溶劑的揮發性
增加助焊劑的活性
一更好的焊接性,有助于擠出助焊劑的氣體
三、另一種解決方案-焊片
什么是焊片?
與錫膏相同的屬性,相同合金的焊料SnPb,SAC305等等。
固態,不同的形狀,方形,圓形,不規則形狀
體積可精確計算
1%~3%的助焊劑或無助焊劑
為什么焊片也需要助焊劑?
焊片表面鍍助焊劑可幫助QFN焊盤和PCBPAD去除氧化,有助于焊接
1%~3%Flux不會形成較大的出氣而造成空洞過大。
四、如何將焊片應用于QFN元件?
焊片厚度?
在實驗中,接地焊盤尺寸為4.1mm*4.1mm,焊片尺寸為3.67mm*3.67mm*0.05mm,表面鍍1%的助焊劑
一般而言,焊片的尺寸占焊盤的尺寸比為80%-90%
焊片/鋼網厚度--50~70%
在實驗中,鋼網為4mil厚度,焊片厚度為2mil。在QFN焊盤開孔上,接地焊盤不需要錫膏焊接,只需在四個角各開一個0.4mm的圓孔以固定焊片
五、如何貼片?
料帶裝,機器自動貼片
也可選擇盒裝,料盤裝,或散裝,手工貼片
SMT爐溫調整?
不需要,與其它元件一起過爐
相同的合金,溫度一致
僅1%~3%助焊劑,對出氣無要求
焊接效果
焊片中1%助焊劑,相比焊膏,不僅減少了助焊劑的比例,同時焊片中的助焊劑主要為固體成分,減少了揮發物的含量。
1%的助焊劑即可去除焊盤表面的氧化,幫助形成良好的焊接。
空洞率為3~6%,單個最大空洞約0.7%
六、什么是LGA空洞?
lGA焊盤-——-58個2mm直徑的圓形焊盤和76個1.6mm直徑的圓形焊盤,焊盤上有過孔。空洞率在25%-45%之間。
解決方案1---采用焊片,空洞降到6-14%
解決方案2---Indium10.1HF
焊片與錫膏兼容性問題
實驗中采用免洗的錫膏和免洗的助焊劑。
如果錫膏為水洗型,焊片可采用表面不涂覆助焊劑,但是焊接效果是否達到理想值需要再確認
錫膏只需印刷QFN接地焊盤四個角,對錫量的要求是越少越好,僅作固定焊盤的作用
焊片尺寸一般為接地焊盤的80%
焊片的厚度一般為鋼網錫膏印刷厚度的50%~70%
免洗助焊劑重量比一般為1.5%
需考慮免洗助焊劑兼容性
貼片時也注意壓力不要過大,以免造成焊片擠壓變形不需額外調整爐溫曲線
七、總結
不同的錫膏對QFN空洞的影響非常大鋼網開孔和焊爐調整對降低空洞有一定的幫助在工藝中采用焊片:
焊片形狀多樣化,表面含助焊劑,爐后非常低的助焊劑殘留物;
可采用料帶包裝,SMT貼片設備快速精確貼裝;
在回流時,不需要對爐溫進行任何的修改;
極低的空洞率,無論是大焊盤或小焊盤;
此外,在SMT僅通過印刷焊膏無法提供足夠的焊料用量時,貼裝焊料可以提供精確且可重復的焊料用量,達到增加焊料的作用。
責任編輯人:CC
-
qfn
+關注
關注
3文章
190瀏覽量
56184 -
smt加工
+關注
關注
0文章
20瀏覽量
5367
發布評論請先 登錄
相關推薦
解析SMT加工不良率:從多維度探討提升產品質量的關鍵因素
SMT貼片加工中避免導通孔與焊盤的連接不良的有效方法
SMT錫膏貼片加工中有哪些焊接不良?

基于DMAIC的SMT TX插件撞傷不良改善
smt貼片加工常用的檢測修理方法有哪些
SMT貼片加工發生短路的原因及解決方法
SMT來料加工模式加工流程
SMT貼片焊接不良,如何處理?





 工商網監
工商網監
評論