 PLC及伺服控制器構成的新型旋轉式裝箱機
PLC及伺服控制器構成的新型旋轉式裝箱機
本文介紹的新型旋轉式裝箱機由PLC及伺服控制器控制,抓手均勻分布在立柱周圍,抓手間距適中,跟隨主機旋轉,很大程度上縮短裝箱周期,大大地提高了設備產能。
裝箱機位于包裝流水線后端,將容器排列組合后,放入成型的空箱中。其運行速度及穩定性直接影響整線效率。傳統的四連桿式、平移式或者是機器人式裝箱機,均為間歇工作方式,空運行時間占據了整個裝箱周期的很大一部分。這種局限性導致了設備產能很難再突破。
隨著生產技術發展及電氣自動化水平提高,對裝箱機速度提出了更高的要求,迫切需要進行提升。本文介紹的新型旋轉式裝箱機由PLC及伺服控制器控制,抓手均勻分布在立柱周圍,抓手間距適中,跟隨主機旋轉,很大程度上縮短裝箱周期,大大地提高了設備產能。
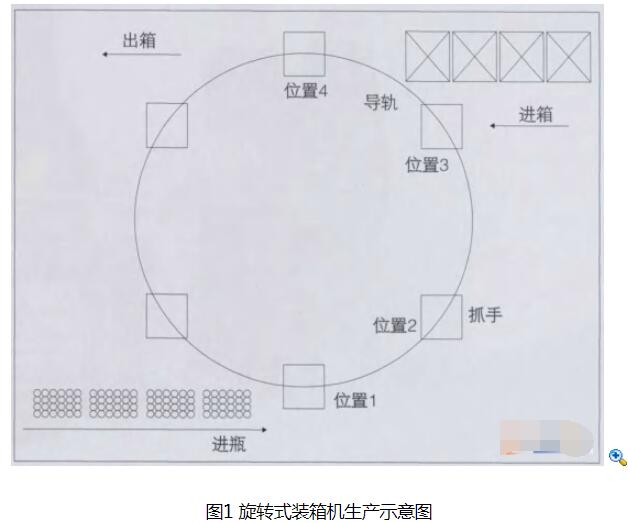
旋轉式裝箱機示意,如圖1。機架上安裝6組形狀相同的抓手,主機旋轉時抓手依次旋轉到位置1抓取容旋轉式裝箱機示意,如圖1。機架上安裝6組形狀相同的抓手,主機旋轉時抓手依次旋轉到位置抓取容器。在生產過程中,裝箱機入口處的容器都是緊挨著的,通過兩臺伺服交流電機的配合動作,將容器分成具有一定間隔且連續不斷的包型。特別注意的是,分離后的容器與旋轉運行抓手相位同步。當輸送帶將容器運送到位置1時,抓手恰好也到達。接下來的一小段時間內,抓手和容器以相同的速度向前運行,然后機械結構將抓手放下抓取容器。該組抓手旋轉到位置2時,后面一組抓手到達位置1,依次循環抓取容器。當抓有容器的抓手旋轉到位置4時,空紙箱恰好運送到該處,再次通過機械結構降低抓手高度將容器放入紙箱,完成一次抓放動作。由于每組抓手之間安裝間距固定且相距很近,每次抓取容器的間隔時間就會相對變短,這樣提高了設備的產能。
隨著電力電子技術的不斷進步,以及新型功率開關器件、專用集成電路和控制算法的發展,大大提高了伺服系統的性能,使其在各行業得到了廣泛的發展。交流伺服電機安裝有高精度的編碼器,它能夠準確地測量出伺服電機的實際轉角或平移位置,然后轉換成數字信號并及時地反饋給與之相對應的伺服控制器,構成閉環控制。伺服控制器經過準確的計算從而精確地控制伺服電機的運行。交流伺服電機的結構簡單,控制方便,調速范圍廣,輸出轉矩大,過載能力強,定位精確,低速運行時無爬行、無震動,機械特性硬,是今后的發展趨勢。
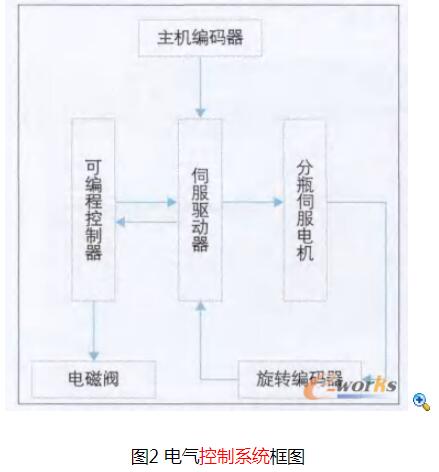
旋轉式裝箱機的電氣部分由可編程控制器PLC來控制。PLC通過循環掃描DI輸入的數字信號,繼而在內部遵循控制程序進行邏輯運算,然后通過DO輸出數字控制信號控制變頻器的啟停以及擋箱氣缸的開關。前端進瓶部分及主機的交流異步電機由變頻器驅動,進入抓手位置前的分瓶撥叉部分則由交流伺服電機控制。見圖2。
本系統選用兩臺內部各自集成一個旋轉編碼器的交流伺服電機,每臺交流伺服電機都由一個單獨的伺服控制器控制。兩臺伺服控制器之間通過CAN總線通訊,速率可達1MB/s。每幀信息都有CRC校驗及其他檢錯措施,出錯率極低,大大提高了兩臺伺服電機的同步性及穩定性。通過撥碼將兩臺伺服控制器的通訊站號分別設為1和2,使得第一臺伺服控制器作為主控制器,而第二臺伺服控制器作為從控制器。運行過程中旋轉編碼器將電機軸的實際轉角反饋給伺服驅動器,在位置環方式下構成一個閉環位置控制系統,從而保證裝箱機的安全穩定運行。同時通過主伺服控制器上的增量式編碼器卡,讀取安裝抓手的主軸交流異步電機尾端的另一個增最式編碼器的值,在主伺服控制器內進行運算比較,由伺服驅動器調整交流伺服電機的運行速度,以此同步控制整個裝箱機。另外主伺服控制器通過PROFIBUS DP總線將主機的編碼器值傳送給PLC,通過與人機界面上設定的控制擋箱氣缸開關的數值相比較,來決定電磁閥的工作狀態,以此將空的紙箱同步輸送到放箱位置。
電氣系統特點包括,一是采用可編程控制器PLC作為主要的控制部分,它的可靠性高,抗干擾能力強,編程簡單,安裝方便,使用壽命長。二是采用先進的交流伺服電機,速度控制響應快,定位準確,使得生產效率大大提高。三是采用彩色液品觸摸屏作為人機對話窗口,顯示清晰直觀,操作方便。
由于交流伺服控制的精確度高,每次分瓶后容器的位置幾乎相同,使容器與抓手能達到很好的同步性,穩定性好,目前能夠達到每分鐘36箱。設備調試簡單,維護方便,為用戶大幅度提高生產效率奠定了堅實的基礎,受到了一致好評。旋轉式裝箱機潛力大,進一步完善后,能有效提升產能,為用戶帶來良好的產品體驗,助用戶取得預期的效益。
責任編輯:YYX
-
plc
+關注
關注
5010文章
13271瀏覽量
463057 -
伺服控制器
+關注
關注
2文章
86瀏覽量
18724 -
裝箱機
+關注
關注
0文章
4瀏覽量
2502
發布評論請先 登錄
相關推薦
旋轉式滾珠花鍵在自動裝載機中的作用!






 工商網監
工商網監
評論