 常用的焊接方法有哪些類型
常用的焊接方法有哪些類型
焊接技術是19世紀末、20世紀初發展起來的一種重要的金屬加工工藝。由于它具有一系列技術上和經濟上的優越性,目前已發展成為一門獨立的學科,廣泛應用于航空、航天、原子能、化工、造船、電子技術、建筑、交通等工業部門。
焊接簡介
焊接是被焊工件的材質(同種或異種),通過加熱或加壓或兩者并用,并且用或不用填充材料,使工件的材質達到原子間的結合而形成永久性連接的工藝過程。
常用焊接方法分類
焊接方法的分類很多,按照焊接過程中金屬所處狀態的不同,可以把焊接方法分為熔化焊、壓力焊和釬焊三類。每類又可以分為各種不同的焊接方法,如下圖。
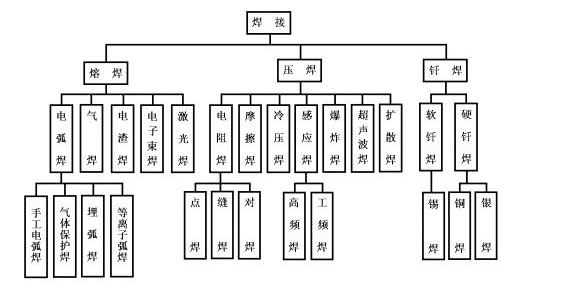
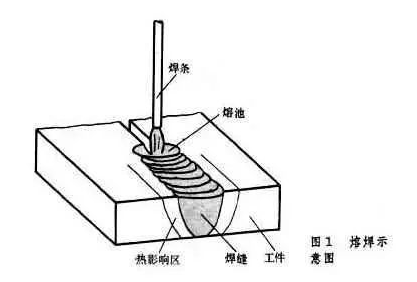
1.熔焊:熔焊是焊接過程中,將焊件接頭加熱至熔化狀態,不加壓完成焊接的方法。在加熱的條件下增強了金屬的原子動能,促進原子間的相互擴散,當被焊金屬加熱至溶化狀態形成液體熔池時,原子之間可以充分擴散和緊密接觸,因此冷卻凝固后,即形成牢固的焊接接頭。常見的氣焊、電弧焊、電渣焊、氣體保護焊等都屬于熔焊的方法。
2.壓焊:壓焊是焊接過程中必須對焊件施加壓力(加熱或不加熱),以完成的焊接方法。
這類焊接有兩種形式,一是將被焊金屬接觸部分加熱至塑性狀態或局部熔化狀態,然后施加一定的壓力,以使金屬原子間相互結合形成牢固的焊接接頭,如鍛焊、接觸焊、摩擦焊和氣壓焊等就是這種壓焊方法。
二是不進行加熱,僅在被焊金屬的接觸面上施加足夠的壓力,借助于壓力所引起的塑性變形,以使原子間相互接近而獲得牢固的接頭,這種方法有冷壓焊、爆炸焊等(主要用于復合鋼板)。
3.釬焊:是采用比母材熔點低的金屬材料,將焊件和釬料加熱到高于釬料熔點,低于母材熔點的溫度,利用液態釬料潤濕母材,填充接頭之間間隙并與母材相互擴散實現聯接焊件的方法。常見的釬焊方法有烙鐵焊、火焰釬焊。
現代焊接的能量來源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。除了在工廠中使用外,焊接還可以在多種環境下進行,如野外、水下和太空。超聲波焊接屬于壓焊的一種,激光點焊屬于熔焊的一種,下面分別詳細介紹這兩種常用的焊接方式。
超聲波焊接
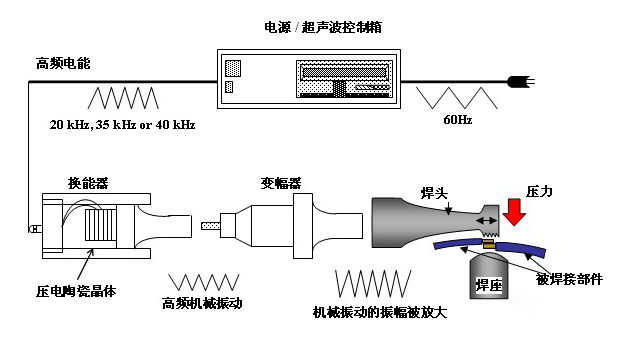
超聲波焊接是利用高頻振動波傳遞到兩個需焊接的物體表面,在加壓的情況下,使兩個物體表面相互摩擦而形成分子層之間的熔合。一套超聲波焊接系統的主要組件包括超聲波發生器、換能器、變幅桿、焊頭三聯組、模具和機架。
超聲波焊接工藝類型
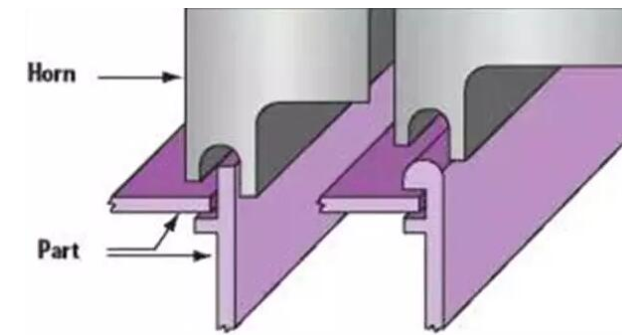
1)熔接法:以超音波超高頻率振動的焊頭在適度壓力下,使二塊塑膠的接合面產生摩擦熱而瞬間熔融接合。
2)成型:將凹狀的焊頭壓著于塑膠品外圈,焊頭發出超音波超高頻振動后將塑膠溶融成形而包覆于金屬物件使其固定。
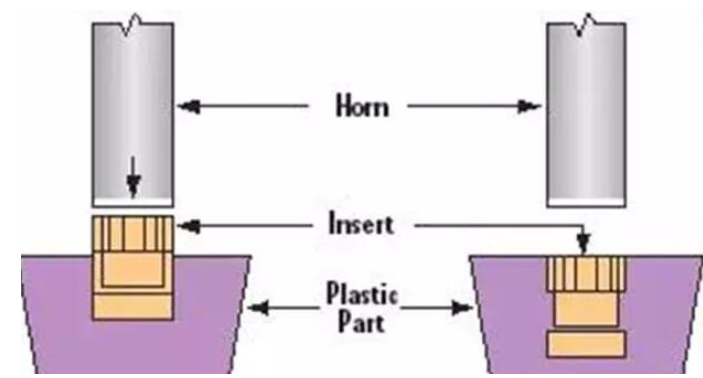
3)埋植:借著焊頭之傳道及適當之壓力,瞬間將金屬零件(如螺母、螺桿等)擠入預留入塑膠孔內。
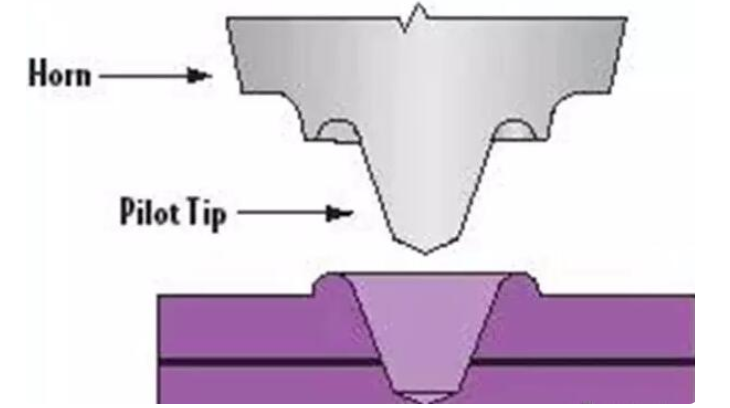
4)鉚焊:鉚焊法指的是振動的焊頭壓制物品的突起處使其熱熔為鉚釘狀,從而使兩物體機械鉚合。
5)點焊:點焊指的是對于焊線不易設計的物體進行分點焊接,同樣可達到熔接效果。
超聲波焊接特點
超聲波的應用范圍比較廣,節能環保且精度高。
1)超聲波金屬焊接優點:
a、焊接材料不熔融,不脆弱金屬特性;
b、焊接后導電性好,電阻系數極低或近乎零;
c、對焊接金屬表面要求低,氧化或電鍍均可焊接;
d、焊接時間短,不需任何助焊劑、氣體、焊料;
e、焊接無火花,環保安全。
超聲波焊接注意要點
a、當焊接工件的厚度及硬度提高時,焊接所需功率呈指數增大,因而增加了超聲波焊機的制造成本。當所需功率過大時,聲學系統的設計制造和工藝效果都會產生一系列較難解決的問題,因此,當前主要限于絲、箔、片等較細較薄的工件焊接;
b、當前超聲波焊接系統的接頭形式僅限于搭接,且受工具頭的限制,工件只能在焊接系統允許的尺寸范圍內伸入,焊接的接頭形式和尺寸范圍局限性較大;
c、當前對于超聲波焊接的質量檢測較為困難,一般的檢測方法難以在生產過程中進行實時監控,無損檢測的方法尚未達到普及狀態。
激光點焊
激光焊是一種以聚焦的激光束作為能源轟擊焊件所產生的熱量進行焊接的方法。由于激光具有折射、聚焦等光學性質,使得激光焊非常適合于微型零件和可達性很差的部位的焊接。激光焊還有熱輸入低,焊接變形小,不受電磁場影響等特點。
激光焊接特點
a、可將入熱量降到低的需要量,熱影響區金相變化范圍小,且因熱傳導所導致的變形亦低;
b、可降低厚板焊接所需的時間甚至可省掉填料金屬的使用;
c、不需使用電極,沒有電極污染或受損的顧慮。且因不屬于接觸式焊接制程,機具的耗損及變形可降至低;
d、工件可放置在封閉的空間(經抽真空或內部氣體環境在控制下);
e、激光束可聚焦在很小的區域,可焊接小型且間隔相近的部件;
f、可焊材質種類范圍大,亦可相互接合各種異質材料;
g、易于以自動化進行高速焊接,亦可以數位或電腦控制。?
激光焊接工藝參數
(1)功率密度:功率密度是激光加工中最關鍵的參數之一。采用較高的功率密度,在微秒時間范圍內,表層即可加熱至沸點,產生大量汽化。因此,高功率密度對于材料去除加工,如打孔、切割、雕刻有利。對于較低功率密度,表層溫度達到沸點需要經歷數毫秒,在表層汽化前,底層達到熔點,易形成良好的熔融焊接。因此,在傳導型激光焊接中,功率密度在范圍在10^4~10^6W/CM^2。
(2)激光脈沖波形:激光脈沖波形在激光焊接中是一個重要問題,尤其對于薄片焊接更為重要。當高強度激光束射至材料表面,金屬表面將會有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個激光脈沖作用期間內,金屬反射率的變化很大。
(3)激光脈沖寬度:脈寬是脈沖激光焊接的重要參數之一,它既是區別于材料去除和材料熔化的重要參數,也是決定加工設備造價及體積的關鍵參數。
(4)焊接速度:焊接速度的快慢會影響單位時間內的熱輸入量,焊接速度過慢,則熱輸入量過大,導致工件燒穿,焊接速度過快,則熱輸入量過小,造成工件焊不透。
激光焊接注意要點
a、焊件位置需非常精確,務必在激光束的聚焦范圍內;
b、焊件需使用夾治具時,必須確保焊件的終位置需與激光束將沖擊的焊點對準;
c、可焊厚度受到限制滲透厚度遠超過19mm的工件,生產線上不適合使用激光焊接;
d、高反射性及高導熱性材料如鋁、銅及其合金等,焊接性會受激光所改變;
e、當進行中能量至高能量的激光束焊接時,需使用等離子控制器將熔池周圍的離子化氣體驅除,以確保焊道的再出現;
f、能量轉換效率太低,通常低于10%;
g、焊道快速凝固,可能有氣孔及脆化的顧慮。
責任編輯人:CC
-
焊接
+關注
關注
38文章
3142瀏覽量
59832 -
焊接方法
+關注
關注
2文章
68瀏覽量
12331
發布評論請先 登錄
相關推薦
DIY項目中常用的端子類型
如何選擇合適的焊接方法
焊接方法在工業中的應用
焊接方法分類及應用
不同焊接方法的優缺點

smt貼片加工常用的檢測修理方法有哪些
焊縫檢測方法有幾種類型?

自動焊常用的焊接方法有哪些

藍白可調電阻焊接方法 藍白可調電阻焊接注意事項
平臺激光焊接機與傳統焊接方法相比有哪些優勢







 工商網監
工商網監
評論