 如何設計用于自動選擇性焊接過程的PCB?
如何設計用于自動選擇性焊接過程的PCB?
在兩側均具有SMD組件且至少具有常規組件的混合組件中 一方面,選擇性波峰焊接工藝已在工業上使用,因此消除了手動焊接工藝的誤差因素。
這項技術的主要目的是保護SMD組件免受傳統波峰焊過程中封裝完全浸入而產生的熱沖擊。該過程在已經完成SMD組件的烤箱焊接過程并且已經插入傳統組件(THT)的板上執行。卡或面板由CNC機取用,在施加助焊劑后,將要焊接的每個焊盤和/或端子逐點浸入噴嘴,該噴嘴會產生微小的熔融焊料波,從而產生時間和溫度受控制的接縫,因此兩者均具有所需的可靠性可重復。
處理步驟:
l熔焊階段:系統將卡精確地定位在噴嘴上,這樣,助焊劑僅應用于需要焊接的點。
l預熱步驟:大號卡暴露于預熱階段110℃和150℃之間,以允許關節表面的通量和脫氧的活化。溫度還會降低焊盤和焊料之間的表面張力,從而獲得更好的焊料附著力。
l焊接階段:系統將要焊接的每個點定位在產生微型波的噴嘴上,并將其浸入一段時間,直到通過毛細管效應使焊縫通過包含孔的金屬化壁而上升。端子被焊接。
由于組件的單個端子同時浸沒在焊料中,因此此過程旨在自動焊接SMD組件,由于其對溫度和THT(常規)組件的敏感性,SMD組件無法被其他加熱所有封裝的過程焊接。就可靠性而言,它們位于需要可重復和可追溯的焊接過程的SMD組件之間。
設計注意事項:
l焊盤
間距: THT焊盤周圍應與相鄰的SMD組件焊盤保持3mm的間隙,以防止微型波接觸它們并熔化其焊料或使組件脫離。
l組件的方向:
如果有可能,帶有兩個端子的無源組件中只有一個位于通過該方法焊接的焊盤前面。如果組件必須在該位置具有兩個焊盤,則從其焊盤的邊緣到常規焊盤的邊緣必須保持4 mm的距離
如果我們無法實現這些距離,則有兩種選擇:一種是在產品要求允許的情況下手動焊接組件,第二種是考慮額外的制造步驟以預先固定非常靠近要用粘合劑焊接的點的組件。這可能會受到該過程的影響。
l孔的直徑:
為確保焊縫因通道中的毛細作用而上升,我們必須設計一個孔,其直徑要比為要通過其焊接的常規焊墊的孔選擇的直徑大0.2毫米至0.4毫米。
l組件高度:
如果要通過此方法焊接的傳統焊盤的相鄰組件的高度大于10毫米,則應考慮使要焊接的焊盤邊緣的間距等于或大于與之相鄰的組件的高度。在燃燒過程中,通過燃燒其封裝來防止噴嘴的主體接觸噴嘴。
-
PCB設計
+關注
關注
394文章
4683瀏覽量
85551 -
PCB線路板
+關注
關注
10文章
434瀏覽量
19877 -
PCB打樣
+關注
關注
17文章
2968瀏覽量
21696 -
華秋DFM
+關注
關注
20文章
3494瀏覽量
4459
發布評論請先 登錄
相關推薦
SiGe與Si選擇性刻蝕技術
選擇性沉積技術介紹
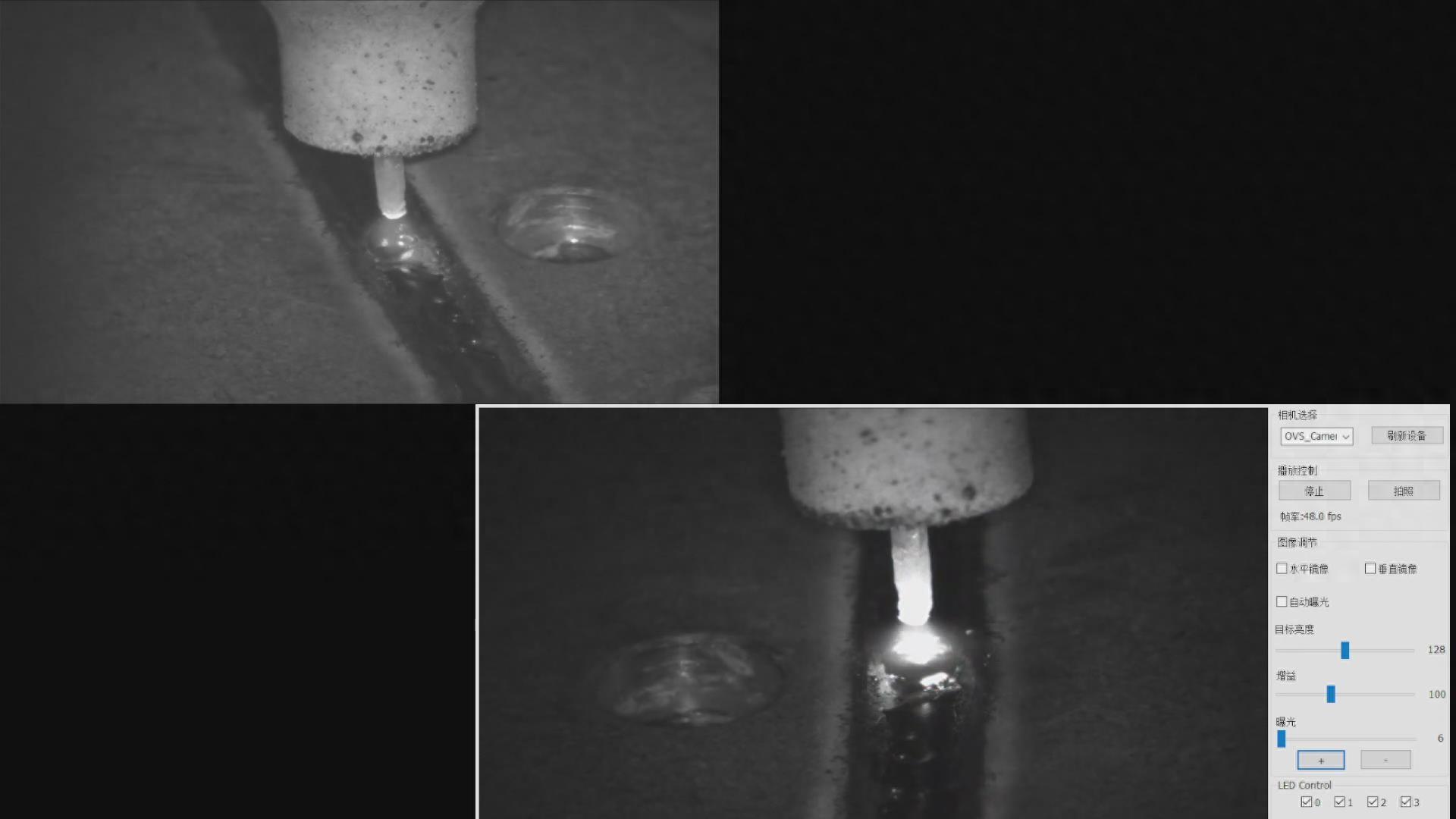
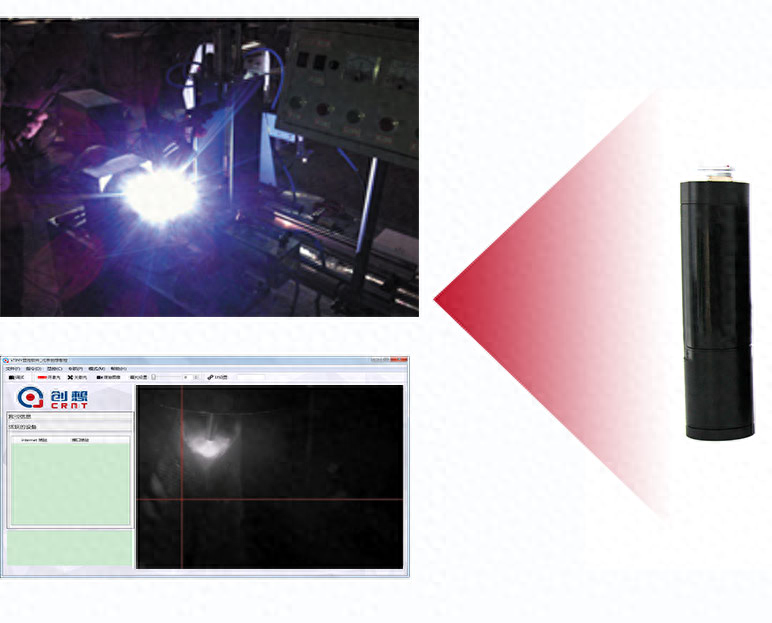
焊接過程可視化的應用前景有哪些
過電流保護的選擇性是靠什么來實現的
解析波峰焊與選擇性波峰焊的技術差異與應用場景

激光錫膏和普通錫膏在焊接過程中有哪些區別?

交流二元繼電器如何具有相位選擇性和頻率選擇性
焊接過程視覺監控技術的應用與挑戰
比斯特自動化|圓柱電池氣動點焊機焊接過程不穩定的原因分析

什么是波峰焊,如何使PCBA組裝自動焊接
焊接過程監控記錄
焊接過程分析系統






 工商網監
工商網監
評論