 柔性化生產將成為制造業的核心競爭力
柔性化生產將成為制造業的核心競爭力
導讀
如果中國能大規模的改造生產制造系統,使之都具備柔性化生產能力,那么就可以把更多的制造業留住中國。所謂柔性化生產是指,在品質、交期、成本保持一致的條件下,生產線在大批量生產和小批量生產之間任意切換。業界談論更多的“大規模個性化定制”只是柔性生產的一種形式,并不是通用模型。同時,所謂“小多快”(小批量、多品類、快速生產)也不是真正的柔性化,因為大批量訂單做不了也不是真正的柔性生產。
互聯網對商業環節的滲透和改造是逆向的,從與消費者最近的廣告營銷端開始,進入零售、滲透進分銷環節,最終倒逼到生產制造環節,在此過程中生產方式、管理理念、生產設備、甚至原材料都將發生重大變化。
1
互聯網+制造業的改造動力來源于下游環節
制造業的互聯網化是“生產-銷售-消費”協同升級中的一環,其改造動力來源于下游流通端和消費端。下游互聯網化程度(在線化、數據化)程度越高,對上游制造環節的倒逼作用越顯著。
目前,圖書行業的零售端互聯網化程度最高,保守估計超過50%。所以,我們看到圖書的生產制造環節—“印刷出版”環節已經高度互聯網化,數字出版、數字發行十分普及。
紡織服裝是另外一個零售端高度互聯網化的產業,行業估計在30%以上,這意味著全國每100件服裝就有30件是在互聯網上銷售出去的。可以想象,其對上游生產制造產生了多大的倒逼力量。所以,我們看到在服裝工廠里面,柔性化生產加速,生產周期縮短,生產方式和裝備都有了變化。
對于大量的工業制造業企業,下游是B類客戶,這類企業互聯網+的需求更多來自企業間的協同需求,但動力依舊來自下游客戶。譬如,目前熱火朝天的智能裝備和智能產品,將傳感器嵌入產品上,賣給客戶后可以不斷采集數據上傳到云端。但是你可以看到,只有當客戶有這樣的需求并愿意分享數據的時候,制造端才有這樣的動力。
2
“微笑曲線”誤導中國制造業
1992年,臺灣企業家施振榮提出了“微笑曲線”(Smile Curve)理論。微笑曲線認為,曲線左右兩側附加價值高,利潤空間大;而處在曲線中間弧底位置的加工、組裝、制造等,技術含量不高,附加價值低,利潤微薄。中國產業界對“微笑曲線”奉為經典并因此陷入迷惘。在這一思想指導下,中國制造業轉型升級的方向必須向所謂的價值鏈高端延伸,特別是走品牌化的道路。而面向零售市場和品牌之路是“敗九成一”的策略,風險極大,并非適用所有制造業企業。
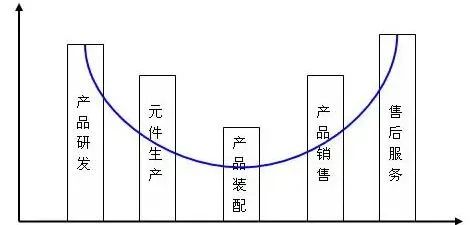
事實上,制造業并沒有那么悲觀,理論和實踐上都存在與微笑曲線相反的現象。2004年日本索尼中村研究所所長中村末廣提出了“武藏曲線”,即和微笑曲線相反的拱形曲線——最豐厚的利潤源在“制造”上。而2005年6月,日本《2004年度制造業白皮書》通過對近400家制造業企業的調查也驗證了,認同 “制造&組裝”利潤率最高的企業非常多。而中國制造業之所以被微笑曲線所迷惑,根本原因是中國制造業的管理水平糟糕。
近20年,中國制造業在WTO外貿紅利和政府主導的投資拉動型增長模式下,獲利輕松,同時做房地產、金融太容易賺錢,企業主普遍不愿在制造業投入精力。中國制造業30年不僅沒有向全球輸出任何思想,反而連IE(Industrial Engineering)、TPS(Toyota Production System)、6Sigma等成熟的制造業管理理論也極少應用。這一切導致“制造”應有的利潤遠遠沒有體現出來。
3
制造業轉型的方向是由單純“生產制造”轉向“供應鏈協同”
制造業的互聯網轉型中,C2M模式需要具備零售的基因和塑造品牌的慢功夫,并不是所有企業都具備這種能力。我們認為,制造業更切實可行的轉型之路是做供應鏈服務。但什么是做供應鏈?很多人都在講,但似乎又各有所指。舉個簡單的例子來說明“單純制造”與“供應鏈協同”的區別。
一個服裝工廠在6月1日接到品牌商的一個訂單,生產AB兩個款式各1000件衣服,要求7月1日前交貨。這個工廠埋頭苦干,保質保量生產出衣服,在7月1日前把貨發出,這叫生產制造。
而“供應鏈協同”的做法是,工廠在生產過程中了解到品牌商那里:A款式暢銷,在6月中旬已經低于最低安全庫存了,馬上就要斷貨;而B款式滯銷,尚有大量庫存。那么工廠應該加速A款式的生產和交期,而延緩B款式的生產甚至減少訂單量,這就是“供應鏈協同”的做法。
無論是消費品還是工業品的生產制造,只要是2B業務,都可以使用這個模型。制造業的長期價值在于幫助你下游的客戶賺錢。在沒有互聯網的時候,一些優秀的企業已經在這方面進行了卓越的探索,比如思科、沃爾瑪、豐田汽車、戴爾、華為等。而互聯網作為一種廣域的連接工具,完全可以更低成本地將供應鏈的上下游連接起來,通過數據協同實現更大范圍的供應鏈協同。
4
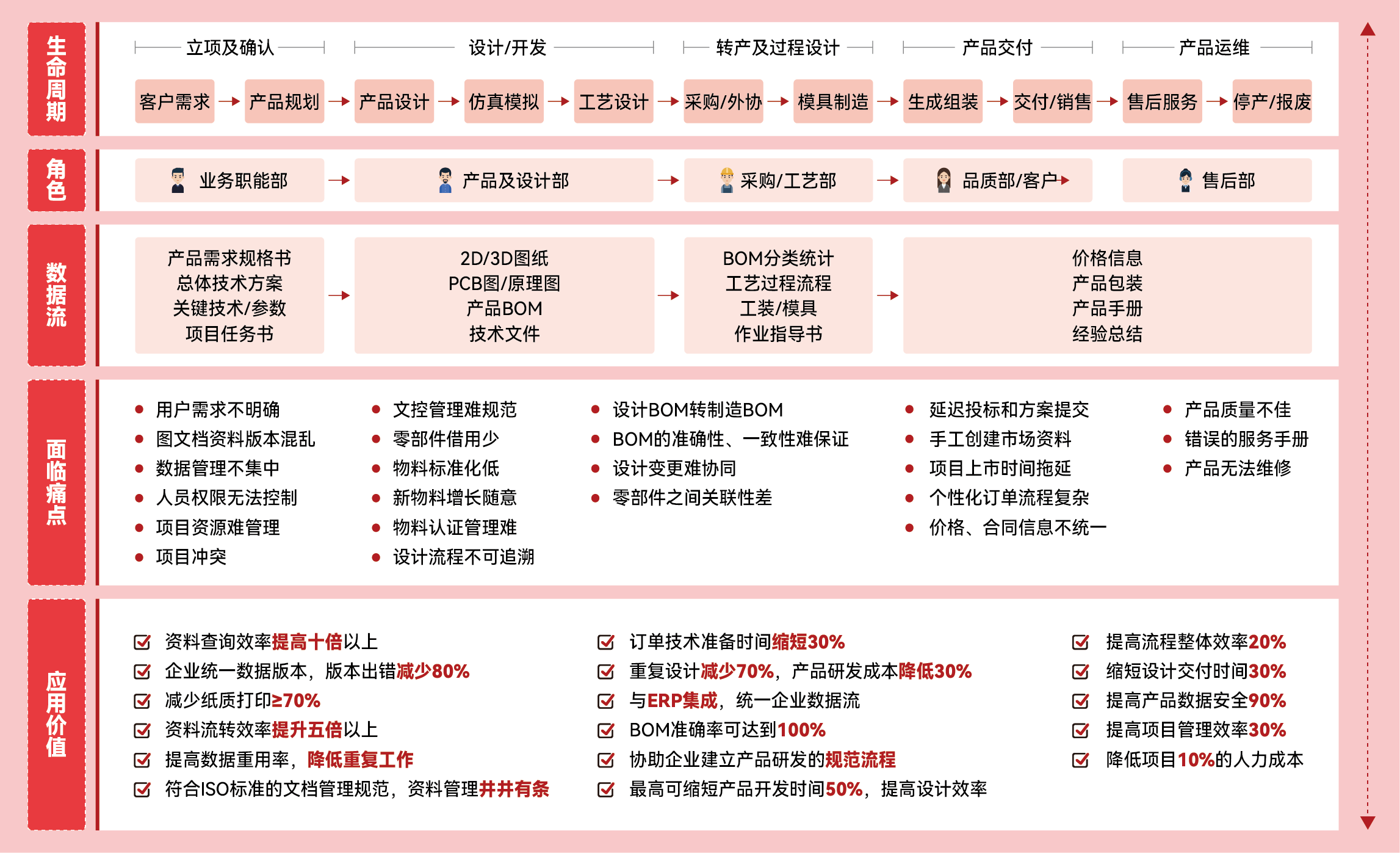
供應鏈協同的基礎
要實現供應鏈協同,需要實現價值鏈各環節的數據共享和策略一致。在生產制造端,首先需要打通ERP(企業資源計劃即Enterprise Resource Planning)與MES(制造業生產管理體系)的割裂,實現內部協同。 ERP是企業層級的資源計劃管理;MES則是位于上層計劃管理系統與底層工業控制之間,面向車間層的管理信息系統。ERP 的計劃生成可執行的生產工單,而MES則對工單的執行過程跟蹤記錄,并防止錯誤發生。其管理范圍從投產到出貨。不幸的是大部分的制造業工廠ERP與MES都是兩套系統,各自為政。產能情況、訂單進度和生產庫存對ERP來說只是黑箱作業。
若企業內部能實現ERP、MES,乃至CRM的集成協同,進一步就是需要對接電商大數據,包括實時訂單數據、需求預測數據等,這部分數據可能分屬于不同的合作伙伴。這時候合作伙伴的協同意識、信息化水平、數據接口標準,乃至激勵機制就至關重要了。當產業鏈所有系統都全面集成之后,一條連接市場最終客戶、制造業內部各部門、上下游各方的實時協同供應鏈就形成了。IT時代供應鏈的最高境界CPFA(Collaborative Planning Forecasting and Replenishment)--協同規劃、預測與補貨 系統就橫空出現了。
過去,只有大企業才能達到這一點,因為涉及巨大的IT和人才投入,但現在互聯網出現之后,有可能改變這一格局,小企業也可以做到,而且可以玩的更為極致。
因為,企業內部的系統集成通過以太網(局域網)即可完成,而跨企業之間的協同互聯網則扮演重要角色。特別是電商出現之后,基于電商交易的數據豐富度、實時性和預測準確性,遠非POS信息單一維度的日報所能比擬。我們也期待在2B的電商平臺上,能盡早看到平臺級的供應鏈協同系統出現。
5
柔性化生產將成為制造業的核心競爭力
國務院參事湯敏教授認為:未來中國,以大批量生產、低成本取勝的勞動密集型產業外遷到東南亞勢不可擋,中國唯一可以留下的就是小批量、定制化的柔性制造產能。換個角度理解這句話,如果中國能大規模的改造生產制造系統,使之都具備柔性化生產能力,那么就可以把更多的制造業留住中國。
所謂柔性化生產是指,在品質、交期、成本保持一致的條件下,生產線在大批量生產和小批量生產之間任意切換。業界談論更多的“大規模個性化定制”只是柔性生產的一種形式,并不是通用模型。同時,所謂“小多快”(小批量、多品類、快速生產)也不是真正的柔性化,因為大批量訂單做不了也不是真正的柔性生產。目前,方興未艾的“智能制造”,我們認為也是應用IOT技術來實現柔性化生產或定制化生產,總體上也屬于這個范疇。
柔性化生產之所以成為制造業企業的核心競爭力,結合前面第三點“供應鏈協同”就不難理解。“供應鏈協同”要求制造企業的產能根據市場的實際需求變化彈性釋放:賣得好、需求多就多生產;賣不好,需求少就少生產。制造業柔性能力不夠,意味著你的客戶就要倒霉了,要不必須大批量采購占壓資金,要不就要忍受斷貨停產的風險。
以煉鋼廠為例,以前訂單生產都是以月為交期,以“爐”為單位批量生產(一個品種一爐至少50T);而現在鋼廠面臨的多品種、小批次訂單越來越多,交期也從月到按周交貨,這樣的市場形勢倒逼鋼廠在生產模式也發生變化。比如,變連續生產為半連續生產,煉鋼爐不停變化鋼種,優化鋼種排產順序合并小澆次,精細排產計劃。總體上,所謂國內的產能過剩指的都是落后產能、一般性產能,真正具備柔性生產能力的產能十分稀缺。
6
車間里如何實現柔性化生產
60年前大野耐一創立的“豐田式生產方式”(TPS,美國人總結為精益生產)已經極大地突破了柔性化生產問題。精益生產不僅僅是通過消除浪費來提高效率,更重要的是通過快速換模(SMED)、單件流(one piece flow) 等生產方式的創新實現了柔性化生產。大野先生認為生產市場不需要的產品、過多生產是最大的浪費。這在本質上,已經包含了產銷和諧、產銷匹配的深意。
到90年代,佳能的細胞生產(Cell)又將柔性化生產推進了一大步。以大量運用多能工的細胞式生產,不僅實現了多品種生產組裝的快速切換,而且激發了工人的創新能力。
同時期,以戴爾大規模定制為代表的生產革新代表了另外一種柔性化生產思路,即對產品按照其功能進行劃分而進行模塊化設計,建立產品族和零部件族,內部實現零部件的標準化、通用化。這一模式成就了戴爾的輝煌,并作為一種商業思想廣泛傳播。國內工業3.0的標桿企業尚品宅配、索菲亞、青島酷特等也都沿襲這一模式而成為行業翹楚。
所以說柔性化生產本身與互聯網無關,互聯網要解決的問題在于更大范圍的產業鏈協同問題,包括生產制造企業與下游的客戶,也包括與上游的原材料商、設備制造商之間的協同。
7
快速響應比降低生產成本更重要
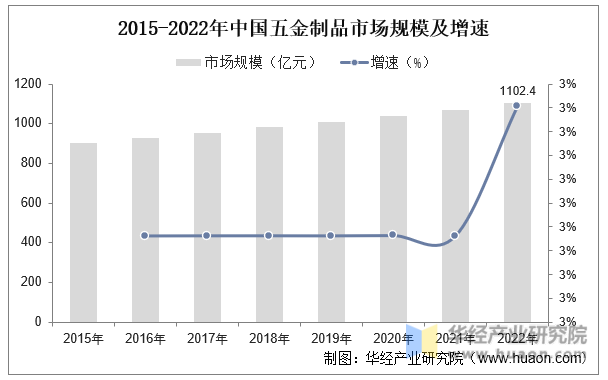
在需求快速變化的今天,制造業企業最重要的一項能力是快速響應市場,而非生產成本。快速響應包括產品創新能力、快速交貨能力,以及連續補貨能力等。在產能過剩和互聯網的倒逼下,無論是服裝鞋帽箱包等消費品,還是棉紗、鋼鐵、有色金屬、五金、塑料等工業品,在訂單需求上都出現了小批量、多品類的變化趨勢。
在市場需求不確定的情況下,廠商都不愿意大批量訂貨,而是更多地通過小批量訂貨來試產試銷,直到測試出市場的真實需求,才開始大批量連續訂貨。為保障生產和銷售的機會,小單、急單、短單已經大行其道,這無形中倒逼生產制造企業必須能否快速響應,否則將逐步出局。
快速響應對下游客戶的價值體現在,把客戶從庫存積壓和斷貨停產的風險中解放出來,及時把握市場銷售機會。
8
邁向工業4.0,精益和IE是繞不開的一道坎
基于第6個觀點,就不難理解接下來這個命題。中國制造業要邁向工業4.0,必須先補工業3.0的課,即精益生產;甚至是工業2.0的課,即IE(工業工程)。
IE是一切之本,TPS、6Sigma、TOC(Theory of constraints,瓶頸理論,常與精益生產、六西格瑪并提)、5S(源自日本的現代工廠管理理論)都是建立在IE基礎之上。甚至豐田也講到:豐田生產方式就是工業工程在豐田公司的具體應用。IE是以科學的方法,有效地利用人、財、物、信息、時間等經營資源,實現產出最大化。 有效實施IE可以實現企業在不需要資本投入的條件下,實現成本降低和效率大幅度提升。但是因為IE起源于泰勒的科學管理,在階級論之下長期被誤解和打壓,直到90年代才在我國局部得到重視。
必須承認用精益和IE來改造現有傳統制造業存在巨大困難,最重要的是一把手的觀念、決心,甚至情懷。因此,就單個工廠升級到工業4.0無法超越這道鴻溝。在互聯網條件下,有沒有可能通過“技術-經濟范式轉移”的方式實現超越呢?是否會出現制造業的“云端制”?是否能實現超越工廠圍墻的社會化柔性化生產?理論是可行的,現實也具備條件,但是我們還沒有看到!這個值得持續觀察。
9
“機器換人”的核心問題,是軟件如何柔性化
以自動化設備、批量生產、降低制造成本為導向的“機器換人”可能存在陷阱,因為這正與全球制造業發展方向背道而馳。
比如,自動縫紉機一臺可以替代6個縫紉工,確實提高了產能節省人工。但是問題來了,自動縫紉機要求針對不同服裝款式,不同縫制要求,預先制作工裝夾具,還需要人工編程打板,制作縫跡文件。這些額外成本使得自動縫紉機依然最適合的是單一款式大批量生產,而這與服裝行業柔性化生產的整體發展方向相悖。因此,“機器換人”的關鍵是如何實現軟件的柔性化、敏捷編程,或自動編程,就像TPS中的“快速換模”一樣。 以“機器換人”為主要內容的技術改造主要解決的是高人力成本問題,而實際上中國制造業面臨的主要問題是產能過剩、產銷脫離問題。其次,機器人確實可以提高某個操作環節的效率,并不一定能提升企業整體效益,要讓機器人真正發揮作用還需要將生產管理、人力資源、信息化管理等“軟件”與生產線的硬件進行同步規劃。這就意味著機器并不是最主要的技改內容,系統思考更加重要。
10
制造業轉型要放在C2B模式中予以整體思考
互聯網時代,我們要從產供銷一體化來看待制造業,任何局部的優化,整體結果可能更糟糕。因此要看到未來整個商業模式的轉化。我們堅定地相信,C2B(Consumer to Business)是未來信息經濟時代的主流商業模式。
C2B=客戶定義價值+SNS營銷+拉動式配送體系+柔性化生產。
這其中,柔性化生產體系是C2B落地的重要一環,如果制造業做不到批量可大可小的柔性化生產,C2B不會徹底,并且會因此深受傷害。因為實施C2B的下游企業會把庫存都壓給制造業。以往大品牌實施的VIM(供應商管理庫存)就是這樣。
反之,如果下游零售端模式不變,那么柔性化生產的價值也難以體現。譬如,你依然愿意接沃爾瑪這樣的大批量采購訂單,你自然還是一件產品三萬件、五萬件地生產,不會有動力和意識去做生產方式的改變。所以商業模式的轉變是整體性的,是產供銷一體化的轉型。
責任編輯:xj
原文標題:柔性化生產:制造業轉型的一個方向
文章出處:【微信公眾號:工業4俱樂部】歡迎添加關注!文章轉載請注明出處。
-
互聯網
+關注
關注
54文章
11148瀏覽量
103236 -
柔性
+關注
關注
0文章
71瀏覽量
14776 -
工業4.0
+關注
關注
48文章
2012瀏覽量
118604
原文標題:柔性化生產:制造業轉型的一個方向
文章出處:【微信號:industry4_0club,微信公眾號:工業4俱樂部】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
制造業數字化轉型的難點

PLM制造業解決方案:應對挑戰,提升效率與競爭力
數字孿生在制造業的應用
打通最后1公分 尋跡智行協作機器人助力五金加工業柔性化生產
PLM系統助力工程和制造業轉型升級


柔性自動化生產技術有哪些_柔性自動化生產線的工作原理
加大研發投入,喬鋒智能IPO上市構建數控機床核心技術競爭力
構建數字化精益生產體系,提升制造業競爭力新策略
柔性制造單元:制造業的靈活利器

探索未來制造業的無限可能:柔性化生產線引領行業新潮流

提高競爭力!創新助力新質生產力!中圖儀器補齊國產精密測量短板
漢威科技榮獲工信部制造業單項冠軍,以新質生產力助力行業發展





 工商網監
工商網監
評論