") 基于PLC可編程控制器實現(xiàn)渦流檢測裝置的功能設(shè)計
基于PLC可編程控制器實現(xiàn)渦流檢測裝置的功能設(shè)計
1 引 言
目前國外的無損檢測技術(shù)正在從NDE向ANDE和QNDE發(fā)展,也就是說從一般的無損檢測技術(shù)向自動無損檢測和定量無損檢測技術(shù)發(fā)展。加速檢測過程、實現(xiàn)產(chǎn)品的連續(xù)在線檢測,這對我國無損檢測技術(shù)有著啟發(fā)的作用。渦流探傷檢查在國內(nèi)越來越受到重視,因此,各種渦流檢測裝置也得到廣泛應(yīng)用。然而這類檢測裝置要求性能穩(wěn)定,可靠性高,自動化程度高,為此需要一個合理的控制系統(tǒng)來滿足其要求。
本文采用PLC對渦流檢測裝置進行自動化控制,經(jīng)過試驗,其整體性能穩(wěn)定可靠,運動模擬量精確,操作方便,目前該檢測裝置交付公司使用,有效提高了檢測性能,有利于類似檢測裝置的開發(fā)設(shè)計。
2 渦流檢測裝置簡介
國內(nèi)外一些學(xué)者經(jīng)過多年努力,通過對軸裂紋的理論研究模擬實驗,研制出了各類用于軸類渦流檢測的儀器及系統(tǒng),用以早期發(fā)現(xiàn)軸裂紋的存在并監(jiān)視其擴展情況,但目前對渦流檢測技術(shù)的研究主要集中在渦流檢測理論的研究、高性能探頭的設(shè)計和缺陷識別與成像方法的研究等幾個方面。在實際應(yīng)用,特別是對大規(guī)模產(chǎn)品自動化檢測的檢測裝置開發(fā)還有待于進一步的提高。
為此,本文提出了基于PLC控制的渦流檢測裝置的研制,并將其應(yīng)用到汽車輪轂等轉(zhuǎn)軸的檢測中,取得了很好的效果。其中,使用了美國ZETEC公司的信號處理器,便于安裝其他探頭來檢測其他缺陷,提高檢測裝置多功能測試。
本檢測裝置以轉(zhuǎn)軸渦流檢測為目標,完成示意結(jié)構(gòu)如圖1所示的渦流檢測裝置:他主要由控制系統(tǒng)、打標裝置、工件抓取和夾緊裝置、檢測裝置和信號處理器組成。
該渦流檢測裝置流程圖如圖2所示:在保證電源和氣源的前提下,標準工件正確裝載,調(diào)整開關(guān)至參數(shù)設(shè)置狀態(tài);手動啟動按鈕后氣爪手指夾住標準件;旋轉(zhuǎn)機構(gòu)中的步進電機通過傳動裝置帶動工件轉(zhuǎn)動并保持其恒定轉(zhuǎn)速;檢測調(diào)節(jié)裝置中的探頭推至工件表面并保持檢測距離;檢
測完畢后主機讀取數(shù)據(jù)和保存初始化設(shè)置;探頭返回初始位置;電機停止轉(zhuǎn)動。待標準工件完全停止轉(zhuǎn)動后氣爪手指松開,取出標準工件和準備工件測試階段。
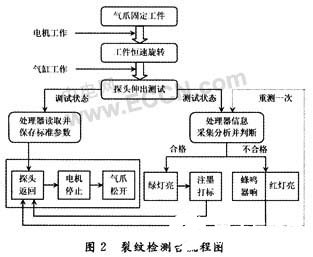
調(diào)整開關(guān)至測試狀態(tài),手動啟動按鈕,氣爪夾住工件,旋轉(zhuǎn)機構(gòu)帶動工件恒速轉(zhuǎn)動,探頭推出開始測量工件。經(jīng)過處理器的判斷后將檢測結(jié)果反饋給PLC。若工件合格,合格指示燈亮,PLC控制步進電機停止工作。待工件停止旋轉(zhuǎn)時,打標系統(tǒng)的打標噴頭快速在工件特定位置打上合格標記。氣爪手指松開工件,進入下一個工件檢測。若工件不合格,不合格指示燈亮和發(fā)出蜂鳴報警,探頭返回初始位置后再推至工件表面重新檢測,有效防止因工件表面還有雜質(zhì)而誤判。檢測完畢后若工件合格,合格燈亮,蜂鳴停止報警,打標系統(tǒng)打標,其中注墨裝置在打標幾次后自動工作,保證噴頭有源源不斷的墨水供應(yīng);若不合格,不合格燈和蜂鳴報警繼續(xù)工作,打標系統(tǒng)不工作。氣爪手指松開工件。若取出工件是合格品,人工將其取下安放到合格品指定位置,否則將其放到不合格品通道。不合格品通道安裝有傳感器,當有工件通過后,不合格燈和蜂鳴報警停止工作,此時不合格品已經(jīng)進入不合格品安放處,否則不能進入下一次檢測,這將有效防止不合格品安放到合格品安放處。
3 PLC控制系統(tǒng)
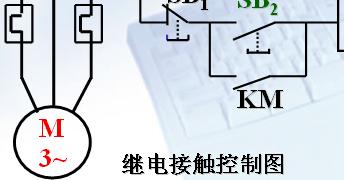
傳統(tǒng)的電器控制是采用繼電器控制,繼電器硬件接線電路是邏輯、順序控制,體積大,連線復(fù)雜,當更改執(zhí)行程序時修改困難,有觸點系統(tǒng),壽命短,可靠性和可維護性都較差。基于繼電器控制的這些缺點,目前有被PLC取代的趨勢。
PLC可編程控制器具有較強的抗干擾能力,他能在0~55℃溫度范圍內(nèi)正常工作,可以承受峰值1000 V,脈寬1Ls的矩形脈沖列的尖峰干擾,而且其微處理器與I/O回路之間采用了光電隔離技術(shù),有效地隔離了輸入與輸出之間的電的聯(lián)系,具有較高的可靠性。“可編程控制器接線簡單,硬件安裝方便,開發(fā)柔性好”。而且,在PLC的輸入、輸出口安裝有多孔插接板,通過香蕉插腳,實現(xiàn)外電路和PIC的快速連接。同時,氣動元件也可以用香蕉插腳在不變形的多孔均布的安裝平臺上快速安裝及拆卸。所以,當實驗項目變更時,無須改變硬件設(shè)備就能快速組合成相應(yīng)的氣路和電路,裝卸調(diào)試方便、靈活、快捷。對于設(shè)備的更新,只需改變PIC應(yīng)用軟件程序,比如在微機上設(shè)計繪制相應(yīng)的梯形圖,就可自動生成應(yīng)用軟件程序,并通過專用電纜將程序傳輸給可編程序控制器運行,實現(xiàn)對相應(yīng)氣動系統(tǒng)的控制,不僅能快捷完成全氣控氣動回路而且對于電控氣動系統(tǒng)方便快速地進行電路和氣路設(shè)計組裝、調(diào)試和實驗。本檢測裝置通過PIC也有效控制步進電機的工作。
在該檢測裝置中,()MR()N公司的微型PLC作為控制的核心,實現(xiàn)了如圖3所示的控制系統(tǒng),完成對步進電機驅(qū)動器、各種電磁閥及其信號接收等控制。PLC控制氣爪抓住或松開工件,控制氣缸將傳感器推到指定位置和返回初始位置,控制步進電機以一定速度旋轉(zhuǎn)和停止,能給處理器一個測試使能信號,接收處理器的反饋信號(合格或不合格信號),根據(jù)所得的信號控制信號燈亮,根據(jù)檢測結(jié)果控制打標系統(tǒng)和蜂鳴器報警。
![]()
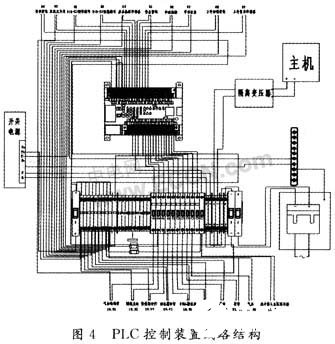
圖4給出了PLC控制該裝置的線路圖,實現(xiàn)了PLC的供電方式及PLC與其他各個部位的連接。同時為了更好地實現(xiàn)與外部的線路連接,端子排起了一定作用。并且預(yù)留一定的接口數(shù)量以備后用。
3.1 步進電機的PLC控制過程
該檢測裝置使用步進電機作為工件轉(zhuǎn)動動力源,他具備快速啟停功能,能在大批量產(chǎn)品檢測中提高工效。
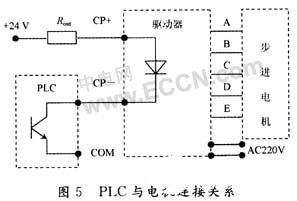
步進電機是一種將輸入脈沖信號轉(zhuǎn)換成相應(yīng)角位移或線位移的開環(huán)控制元件。在非超載的情況下,電機的轉(zhuǎn)速、停止的位置只取決于脈沖信號的頻率和脈沖數(shù),而不受負載變換的影響,即給電機加一個脈沖信號,電機轉(zhuǎn)過一個步距角。這一線性關(guān)系的存在,加上步進電機只有周期性的誤差而無累積誤差等特點,保證了該檢測裝置工件在測試時轉(zhuǎn)速保持恒定。他還有一個優(yōu)點是容易由PLC控制。本檢測裝置中,PLC通過步進電機驅(qū)動器輸出脈沖信號CP,CP的頻率和步進電機的轉(zhuǎn)速成正比,cP的個數(shù)決定了步進電機旋轉(zhuǎn)的角度。驅(qū)動器輸入輸出信號全部光電隔離,需要滿足以下公式。
![]()
其中,Vout,Iout為外部輸入電壓與電流;Rout為外部電阻,Rin為內(nèi)部電阻。
由式(1)可知外部需串連的電阻值為:
![]()
則在外面串連一個電阻Rout,如圖5所示,PLC與步進電機有效地完成控制。
帶三極管輸出的CPM1A PCs具有輸出頻率范圍為20 Hz~2 kHz(單相)的脈沖輸出功能。IR 01000或IR01001均可選擇作脈沖輸出,且脈沖輸出既可設(shè)置為在連續(xù)模式下,可以通過一條指令來停止脈沖輸出;又在獨立模式下,脈沖輸出在輸出完預(yù)設(shè)定的脈沖個數(shù)后停止。
步進電機脈沖控制梯形圖如圖6所示。
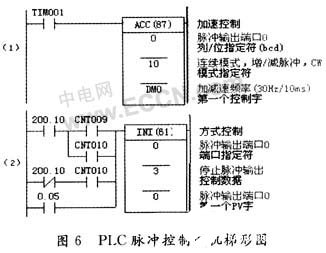
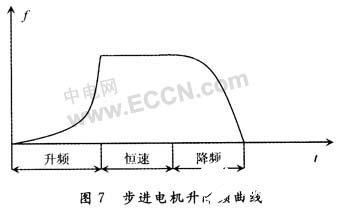
圖6中梯形圖(1)表示圖7中的升頻,梯形圖(2)表示降頻。在啟動時,靜態(tài)慣性很大,以較小加速度升頻,運動慣量逐漸增大后,可以較大加速度升頻。降頻時為反指數(shù)曲線。在梯形圖中升頻使用了積分,降頻使用了微分。
3.2 氣動系統(tǒng)的PLC控制
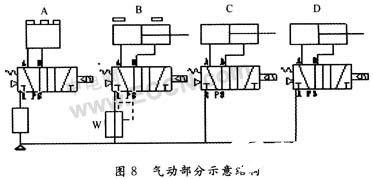
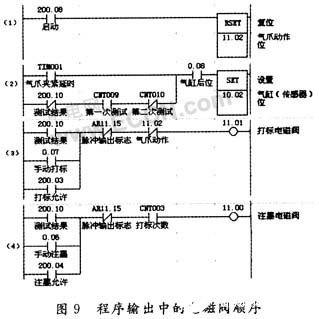
本檢測裝置采用了4個兩位五通的電磁閥,分別連接氣爪A、探頭用氣缸B、注墨用氣缸C和打標用氣缸D,同時氣缸B具有磁性開關(guān)和減壓閥,便于PLC控制與氣壓調(diào)節(jié),氣爪A與電磁閥之間連接有旋轉(zhuǎn)分氣塊,保證與氣爪相連的氣管始終保持相對靜止狀態(tài)。圖8為氣動系統(tǒng)分布示意圖,工作順序關(guān)系為A-B-C-D。PLC通過電磁閥控制他們的工作順序。 圖9為PLC控制電磁閥結(jié)構(gòu),他能有效協(xié)調(diào)各部分連貫運動。
4 結(jié) 語
該檢測裝置利用PLC集合了電氣控制、氣動技術(shù)、機械制造于一體,提高了工件檢測功能和自動化程度。基于PLC控制的檢測裝置已經(jīng)得到了實際應(yīng)用,并取得了很好的檢測效果。同時他操作方便、安全可靠、成本低,具有一定實用和推廣價值。
責(zé)任編輯:gt
-
處理器
+關(guān)注
關(guān)注
68文章
19312瀏覽量
230035 -
控制器
+關(guān)注
關(guān)注
112文章
16382瀏覽量
178319 -
plc
+關(guān)注
關(guān)注
5012文章
13309瀏覽量
463736
發(fā)布評論請先 登錄
相關(guān)推薦
PLC可編程控制器教材
PLC可編程控制器教材
可編程控制器概述 ppt
可編程控制器(PLC)
可編程控制器原理及應(yīng)用 PPT
可編程控制器基本指令
可編程控制器(PLC)

可編程控制器基本知識_可編程控制器原理及應(yīng)用
使用AT89C51實現(xiàn)的微型可編程控制器的講解
可編程控制器的特點有哪些
可編程控制器PLC概述






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論