 采用FX2N-48MR可編程序控制器實現混合液體物料控制系統的設計
采用FX2N-48MR可編程序控制器實現混合液體物料控制系統的設計
在一些混合液體物料生產加工過程中,除了正常生產過程的控制外,還需要對物料溫度進行檢測與控制,使得生產過程的控制要求更加嚴格;若控制不當,將產生大量的廢料,造成嚴重的經濟損失。而采用繼電器-接觸器控制系統,存在使用大量的中間繼電器,控制動作遲緩,精確度差,穩定性差。故障率高,操作復雜等缺點,易產生廢料,導致加工成本提高,嚴重影響了企業的經濟效益;若采用FX2N-48MR可編程序控制器進行控制,可達到預期的控制效果。
1 某一加工控制過程
下面敘述某一加工控制過程,工藝流程圖如圖1所示。

若將控制開關置于自動狀態,按下啟動按鈕SB3即打開煮料進料閥門,向煮料器內加入生產所需的原料(進料);當液位傳感器檢測到進入煮料器中的液位到達規定位置時,其開關信號X25(SL)輸入可編程序控制器控制關閉進料閥門,同時起動攪拌電機,對原料進行攪拌,并打開熱氣閥門Y4,通入熱氣對原料進行加熱(煮料),由溫度傳感器X24(STl)檢測原料的溫度,當原料溫度達到90℃時,停止加熱;此時打開冷卻水閥門Y5,加快冷卻水的循環速度,實現快速降溫(冷卻),當原料的溫度冷卻到60℃時,溫度傳感器開關X26(ST2)動作信號輸入可編程序控制器,控制冷卻停止(完成煮料過程)。接著打開輸料均質閥門,使煮料鍋中的原料進入均質器中攪拌,設定均質時間10 min,時間達到后,打開老化工藝閥門Y3,原料進入老化器中,在老化器中再次進行溫度冷卻(老化)。在老化器內,由溫度傳感器檢測原料的溫度,當原料溫度冷卻到40℃時,開關X27(ST3)動作信號輸入可編程序控制器控制冷卻停止,此時加工完成,輸出成品灌裝。
當手動/自動開關K置于手動位置時,可分別對各控制過程單獨進行獨立起動和停止控制。
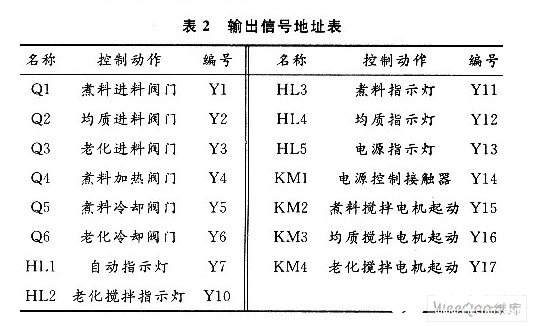
2 編制輸入/輸出信號地址表
根據控制過程和要求,編制輸入/輸出信號地址表。輸入信號地址表如表1所示,輸出信號地址表如表2所示。

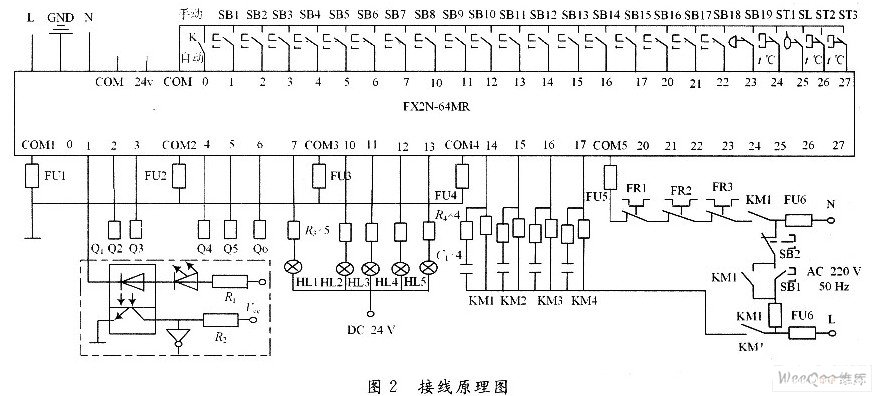
3 控制接線原理圖設計
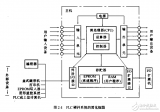
根據輸入/輸出信號地址表,可編程控制器的控制原理,設計出可編程序控制器控制接線原理圖,如圖2所示。
4 梯形圖設計
根據控制接線原理圖,工藝控制流程及FX2N-48MR可編程序控制器的編程規則,設計出梯形圖程序,如圖3所示。
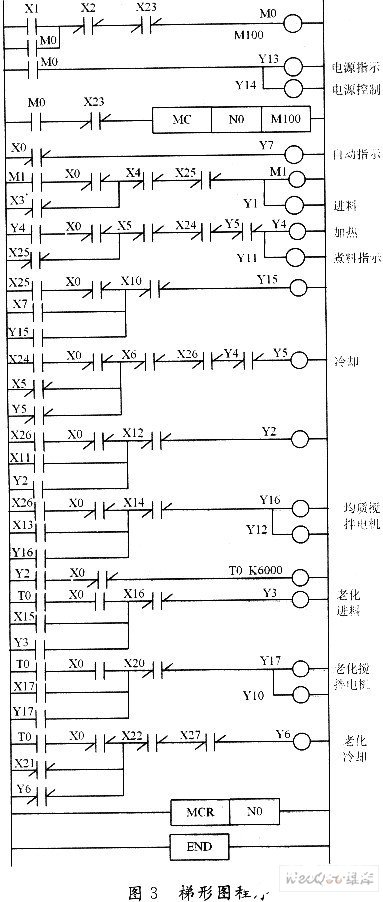
程序說明:
(1)Y1~Y6輸出開關信號分別控制驅動電路Q1~Q6的輸出,用于驅動相應閥門電動執行器,當輸出為高電平“1”時,控制相應閥門打開,輸出為低電平“0”時,控制相應閥門關閉。
(2)閥門的打開和關閉是否到位的檢測及控制,由電動執行器內部電路來完成。
(3)光電耦合器TLP521-4用于將PLC與閥門電動執行器電路隔離開,以避免閥門電動執行器和PLC在電路上的相互干擾。
(4)緊急停止按鈕SBl9(X23)采用紅色蘑菇型自鎖按鈕,同時它也是總停按鈕。
5 結語
FX2N-48MR可編程序控制器,體積小,重量輕,性能穩定可靠,價格便宜,控制穩定性高,編程方便,特別是應用于閥類控制系統,節約了大量的中間繼電器,提高了整個控制系統的響應速度,系統實時性好。該生產過程采用可編程序控制器控制后,生產過程工作穩定,操作方便,經過運行工作可靠,提高了加工產品的自動化技術。既減少了廢料的產生,降低了成本,也提高了生產效率,可謂“一次投資,終身受益”。
責任編輯:gt
-
控制器
+關注
關注
112文章
16406瀏覽量
178665 -
plc
+關注
關注
5013文章
13335瀏覽量
464242 -
可編程
+關注
關注
2文章
871瀏覽量
39861
發布評論請先 登錄
相關推薦
可編程序控制器(plc)有哪些應用
FX2N可編程控制器溫度檢測與控制系統的設計
可編程序控制器產品詳解
可編程序控制器的功能指令在電氣系統中的應用技巧
FX2N可編程序控制器
對可編程序控制器控制系統的可靠性探討





 工商網監
工商網監
評論