

(1)清除元器件焊腳表面的氧化層,并對(duì)焊腳搪鍍錫層。錫缸內(nèi)的錫液溫度宜保持在350攝氏度左右,不宜過(guò)高或過(guò)低。過(guò)高時(shí),錫液表面因氧化過(guò)劇而懸浮的氧化物大量增加,容易玷污鍍層;過(guò)低時(shí),容易造成鍍層錫結(jié)晶粗糙。
(2)安裝元器件的印制電路板(或空心錨定板),如果表面沒有鍍過(guò)銀或雖鍍過(guò)銀但已經(jīng)發(fā)黑的,應(yīng)清除表面氧化層后,涂上一層松香酒精溶液,以防繼續(xù)氧化。
(3)有的元器件必須檢查其引出線頭的極性,在焊腳的位置確認(rèn)無(wú)誤時(shí),方可下焊。每次下焊時(shí)間,一般不超過(guò)2S。
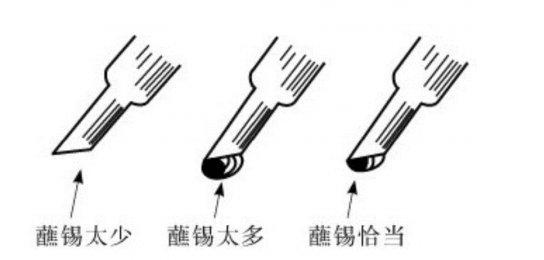
(4)使用的電烙鐵以25W較為適宜,焊頭要稍尖。焊接時(shí),焊頭含錫量要適當(dāng),每次以滿足一個(gè)焊點(diǎn)需要為度,不可太多,否則會(huì)造成落錫過(guò)多而焊點(diǎn)粗大的情況,如下圖所示。要注意,在焊點(diǎn)較密集的印制電路板上,焊點(diǎn)過(guò)大就容易造成搭焊短路。
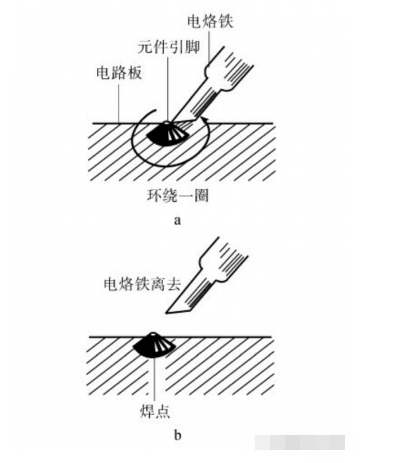
(5)焊接時(shí),焊頭先蘸附一些焊劑,接著將蘸了錫的的烙鐵頭沿元器件引腳環(huán)繞一圈,使焊錫與元器件引腳和銅箔線條充分接觸,如下圖所示,烙鐵頭在焊點(diǎn)出再稍停留一下,待錫液在焊點(diǎn)四周充分溶開后,快速收起焊頭(要垂直向上提起焊頭),使留在焊點(diǎn)上的錫液自然收縮成半圓粒狀,如下圖所示。焊接完畢,要用砂布蘸適量純乙醇后揩擦焊接處,把殘留的焊劑清除干凈。
(6)焊接電子元器件時(shí),要避免受熱時(shí)間過(guò)長(zhǎng),并切忌采用酸性焊劑,以防降低其介質(zhì)性能和加劇腐蝕。
責(zé)任編輯人:CC
-
電子元器件
+關(guān)注
關(guān)注
133文章
3350瀏覽量
105781 -
焊接方法
+關(guān)注
關(guān)注
2文章
68瀏覽量
12340 -
分立元器件
+關(guān)注
關(guān)注
0文章
8瀏覽量
7850
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
焊接技術(shù)-貼片元器件(密引腳IC)焊接教程
如何焊接貼片元器件的方法和步驟
電子元器件檢測(cè)方法
電子元器件的焊接要點(diǎn)及方法
電子元器件焊接技巧
電子元器件的焊接資料說(shuō)明
手機(jī)分立元器件識(shí)別與檢測(cè)

電子元器件里的半導(dǎo)體分立器件

電子元器件引腳共面性對(duì)焊接的影響





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)

評(píng)論